This will be long. If it seems long to you, it was a friggin marathon for me. Probably the most difficult thing I’ve made and now its done! yippy!
A decade ago I bought an Aciera F1. Before the deal was concluded I managed detect that the spindle was in serious trouble. No runout, but you could move it several though by applying lateral pressure. At the time I had no idea what the bearing arrangement was, or I probably would have passed. Instead I negotiated a deep discount for the pooched bearings and the machine came home with me.
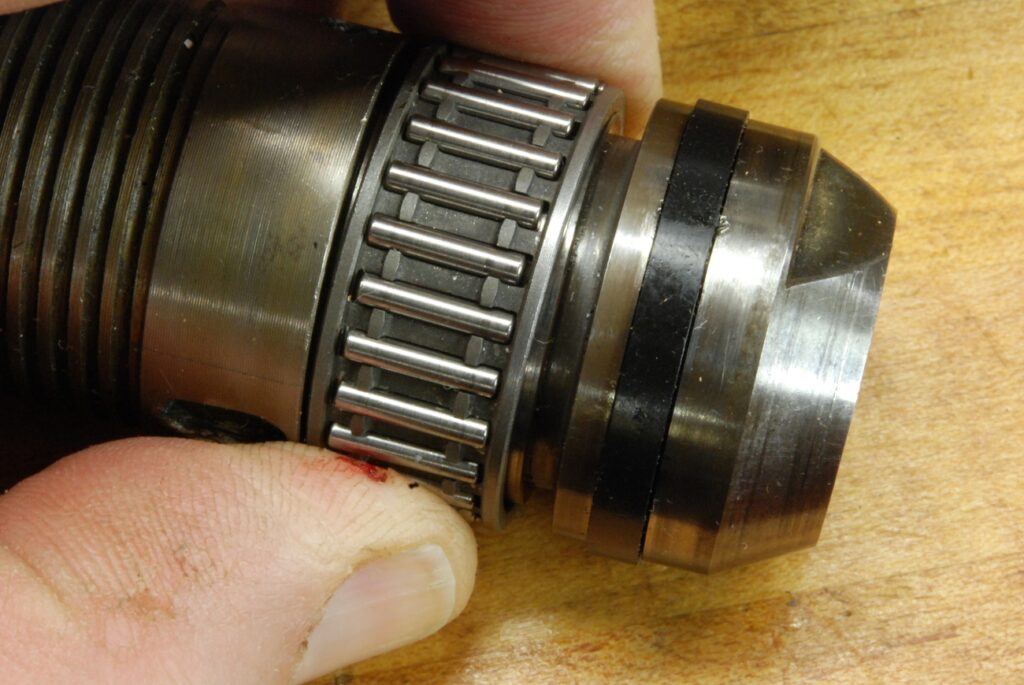
The bearings at the business end are needle bearings with the shaft being the inner race and the housing being the outer race. Deckel used this on some mills as well. What it accomplishes is a very robust spindle with a relative small diameter. It is also in my opinion, the poorest spindle design of all time ….. bearings are a wear part with a service life and with this structure, instead of just replace a bearing, the whole spindle is toast.
What to do. I’ve been told there is a place in Germany that will rebuild it . Thousands of dollars and you end up with the same poor design. They regrind the surfaces and make or buy needles of the precise sized needed for the new dimensions. Yuck.
Instead I started designing and found with some creative use of threads and mixing in some imperials bearings with super precision AC’s, I could just make a spindle that would accommodate the required OD and collet. With a limited range, the challenge is have all the steps you need along shaft and spindle and still having enough room to fit a bearing.
Forlorn and spindless……
Acier F1 Mill Rouging out the spindle housing
I used preharded 4140 for everything. After roughing, I ground it.
This part has to be quite accurate to make for that beautiful Swiss quality fit between the spindle and mill.
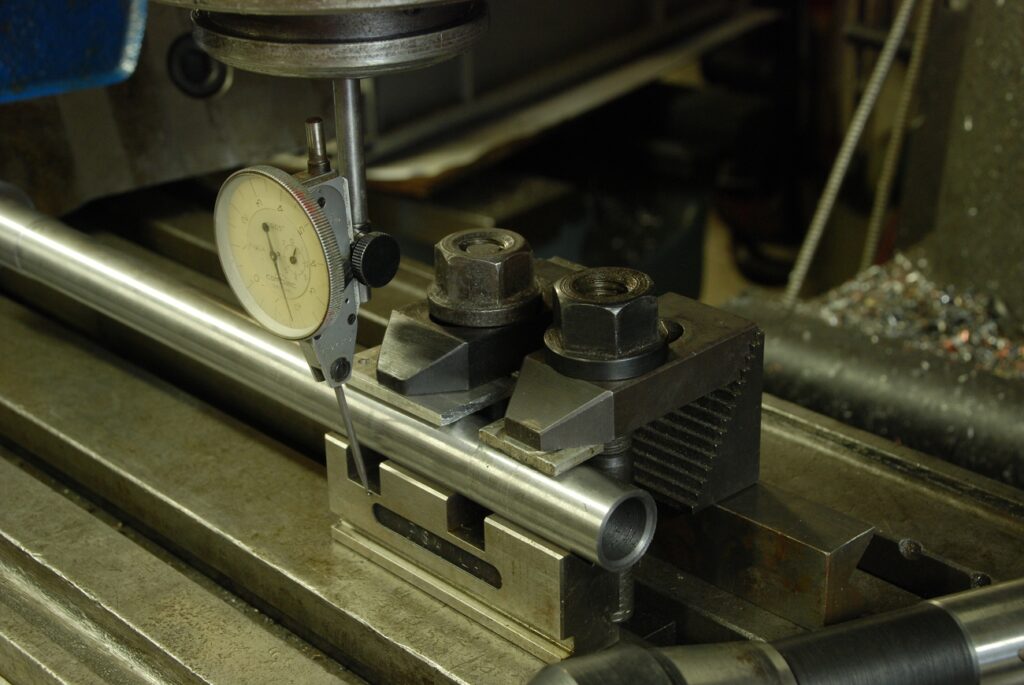
Accuracy is achieved via an indicator mic set to gauge blocks
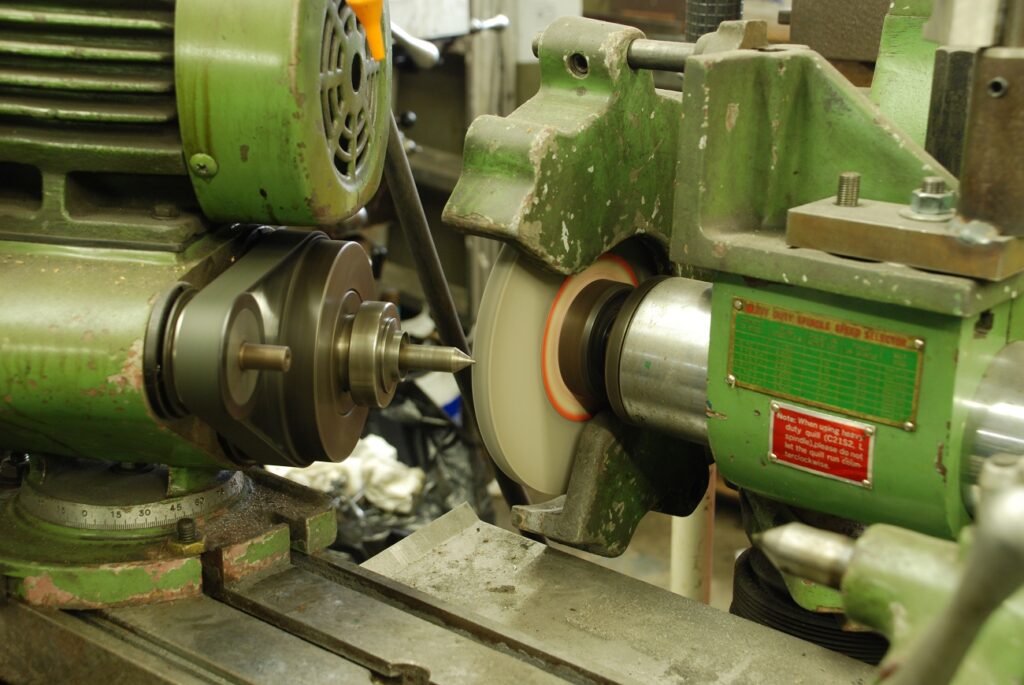
To set up the grinder, a centre is grind in situ
The original spindle had a precision needle bearing (not your off the shelf bearing). It rode on a taper collar that is forced up the taper spindle and that is how clearance/preload is set. Similar to a precision roller bearing where you drive the inner race up a taper on the spindle
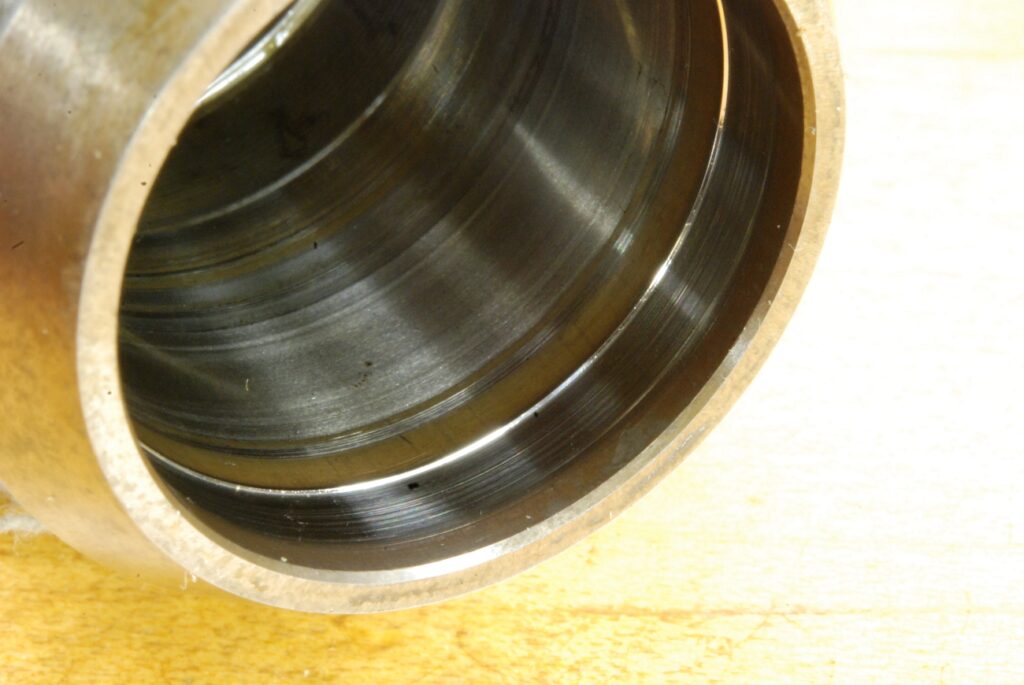
The real problem comes from the fact that the outer race is the housing! ##$@%@#$(^#$$
Here you can see the spindle with the tapered collar removed
and the spindle housing interior
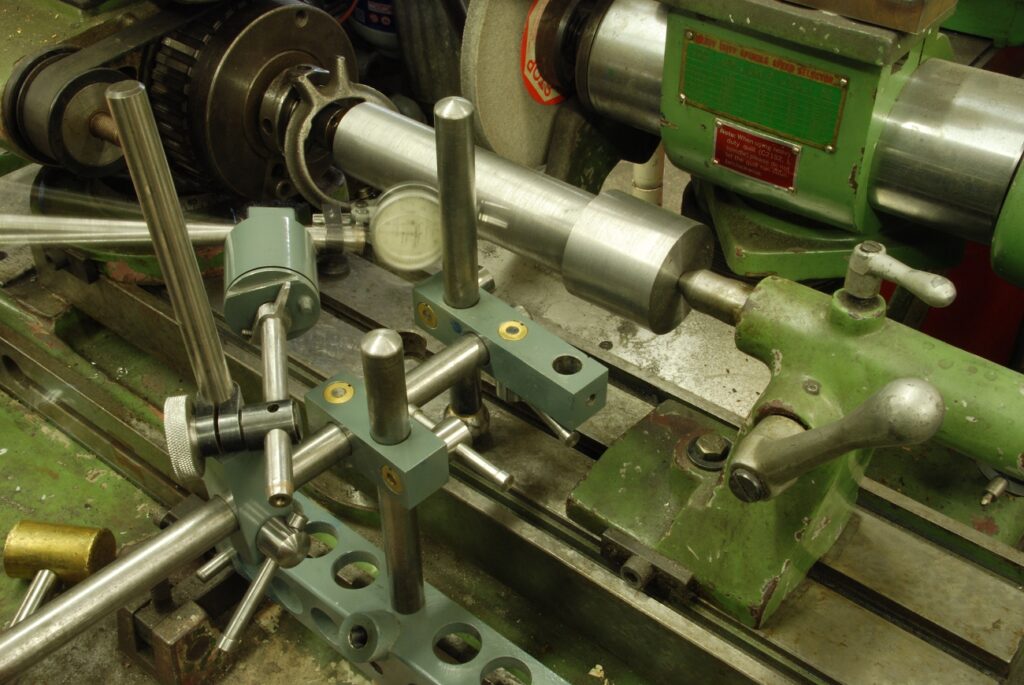
I have scraped this tool cutter grinder (that I use as a light cylindrical grinder) into perfection. The front of the sub-table is to within a tenth of the tables motion.
This lets me use my alignment tool to dial the work in. Finally of of course is via the top table.
You can see the “sweep” tool being to sweep the part.
I have scraped this tool cutter grinder (that I use as a light cylindrical grinder) into perfection. The front of the sub-table is to within a tenth of the tables motion.
This lets me use my alignment tool to dial the work in. Finally of of course is via the top table.
You can see the “sweep” tool being to sweep the part.
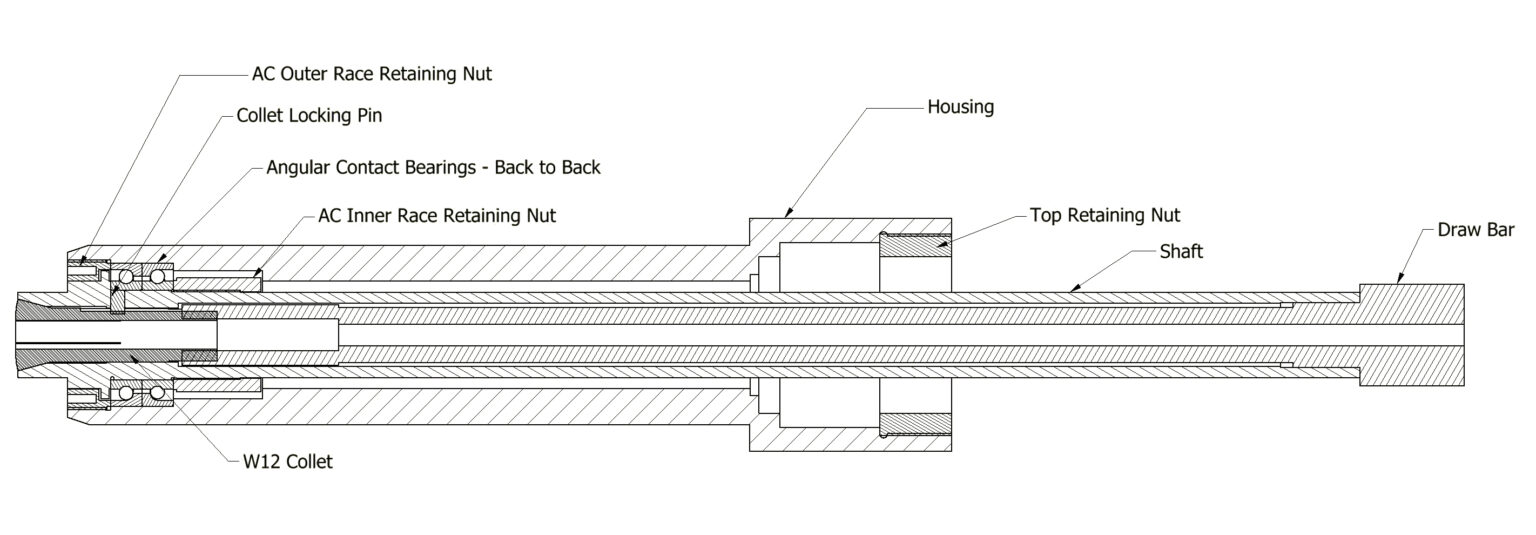
Except for the exterior dimensions and collet mount, the whole spindle design is new. I could just fit super low profile P4 AC’s in the bottom, and went with two deep groove bearings at the top. The original had the needle bearing and two AC’s at the top
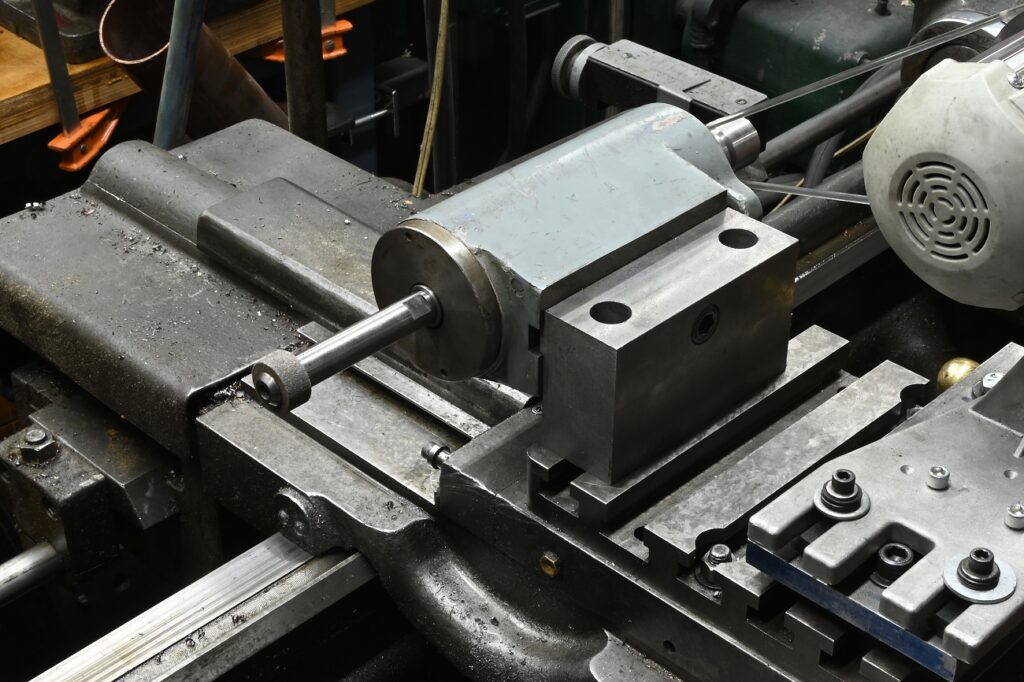
The fit into the machine tool is so finicky I elected to lap the final OD. The housing passes through the bore shown in the first photo and gets clamp by a bolt that slight distorts the cast iron. The original was perfect to a better than a tenth over its length and I wanted the same. With lapping I can creep up on it and concentrate the lapping to tight spots. With fine compound, an area what is a 10th off is readily apparent.
Making a lap (test fitting with the original housing
Lapping
constant checking with an indicating mic until its perfect. The mic is set with a gauge block and essentially used as a snap gauge
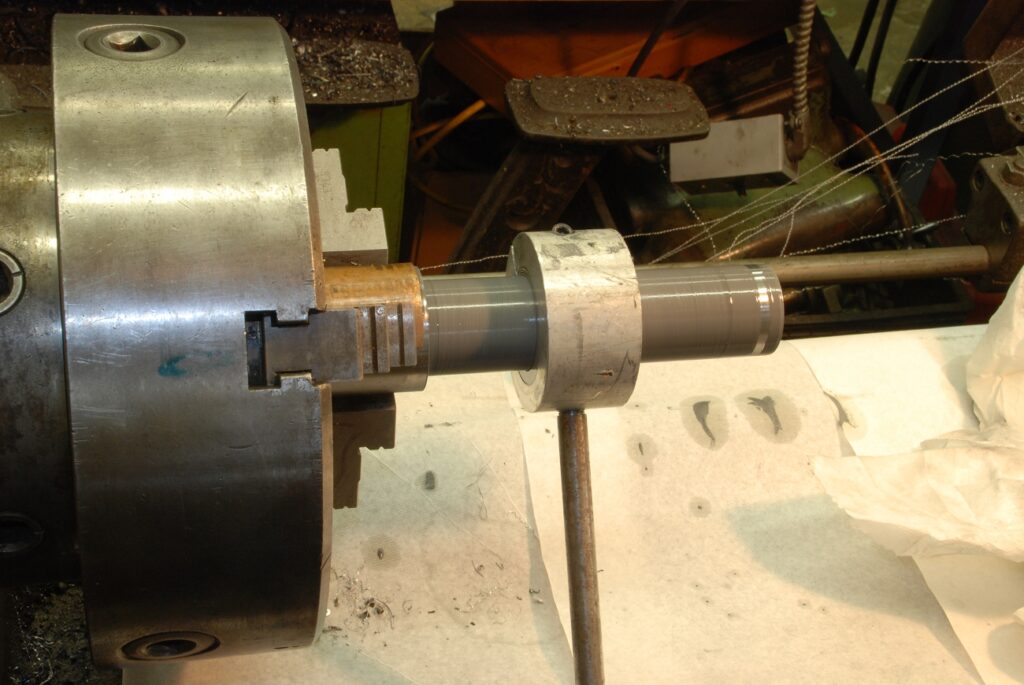
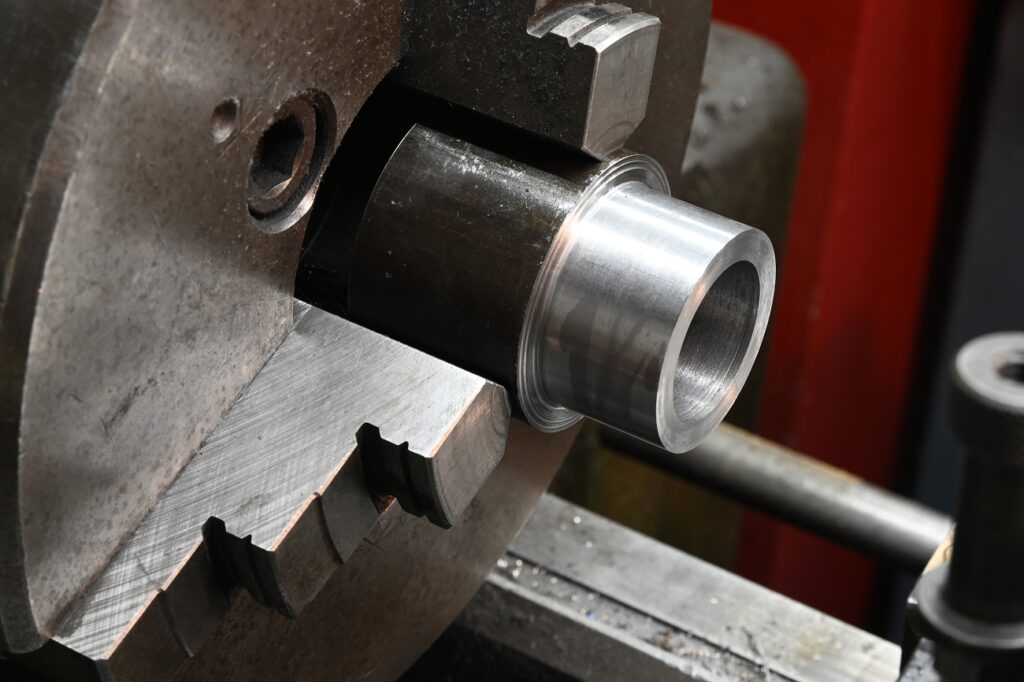
a little bit out of sequence, but the fit of the large section is really important. The motor and twp speed gearbox relies on this fit alone, the two are held together just by the fit and two 60 degree pointed screws. The house is a very close sliding fit, it can be taken on and off by hand but is tight enough it would fall out (there is nothing but the fit holding it in place)
Rouging out the spindle housing.
Before I can do the insides of the housing, I need to make the retaining nuts that screw into each end – no other easy way to gauge female threads
Cutting the thread
holes for a pin spanner
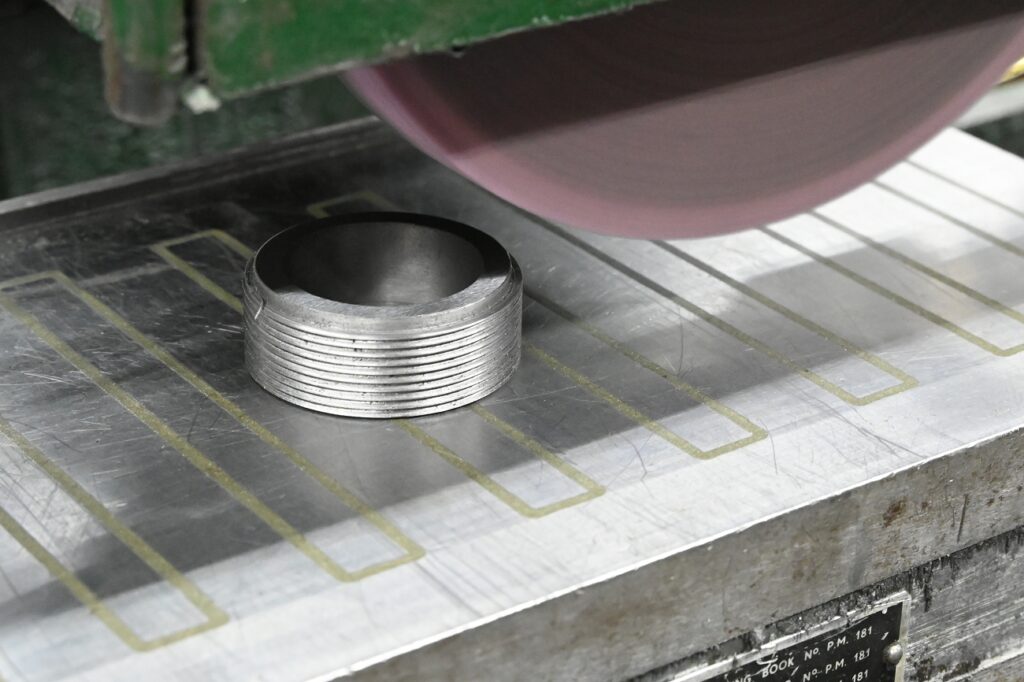
quick clean up on the grinder
and done!
Rouging out the spindle housing.
ok, now I need to bore the two housing ends, grind for the bearing mount surfaces and thread for the retaining nuts.
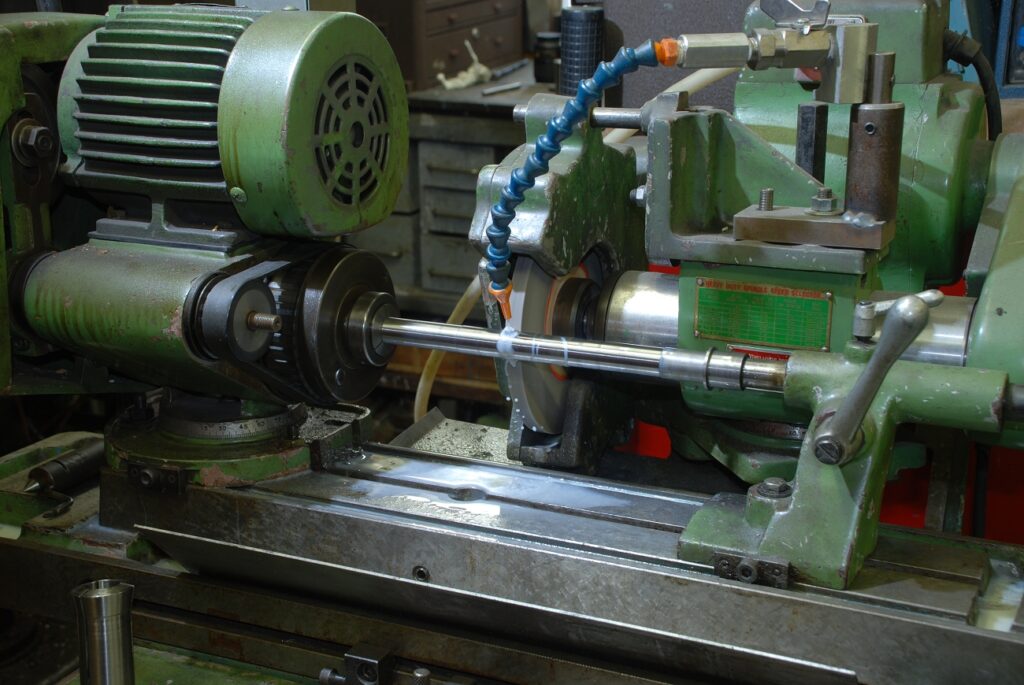
I didn’t have an internal grinder I was happy with, so started to figure out how to use this Cincinnati grinding spindle. Ages ago I made a big T slotted plate to replace the compound and this made a nice platform to bolt everything to. But it all took time to fashion.
.
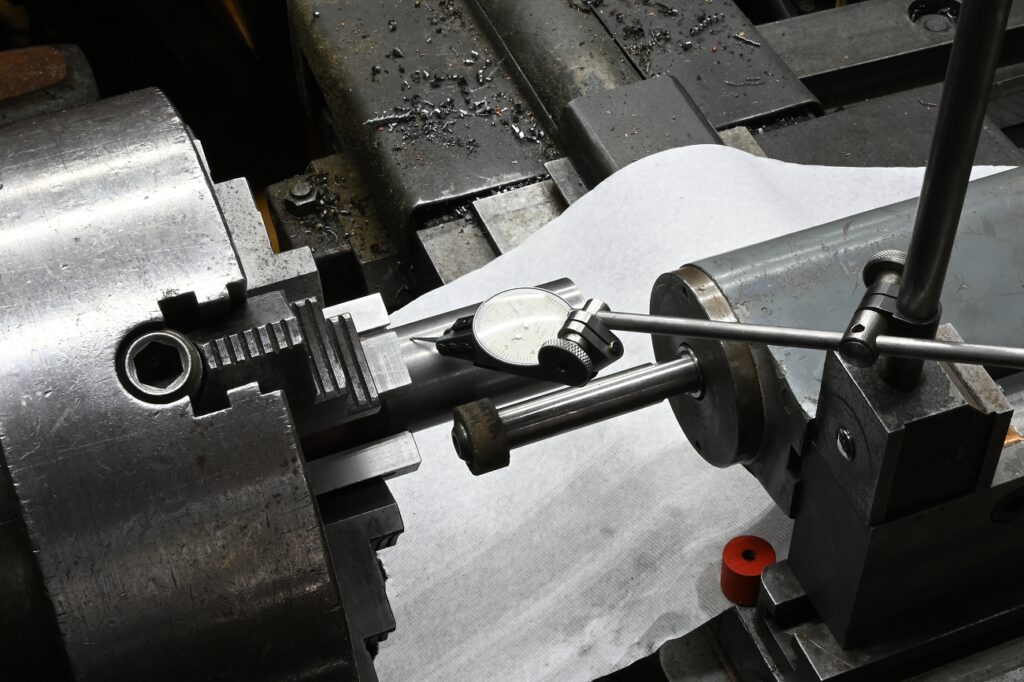
It is mission critical to the bores on both ends perfect aligned with the OD of the housing. With a bit of practice and a good indicator, its not difficult to dial work in to better than a tenth. However this is not good enough ….. I guarantee that a few inches away where you got things perfectly concentric a tenth, there will be eccentricity. The work will have a wobble and the spindle shaft/bearings will bind.
To overcome this, you have to indicate it in in two plane. This can be a very tedious process. I’ve it take hour or have had to walk way in frustration. I wanted to do a video on it but youtube has taken down my channel. Bizzare and frustrating, mine’s a sleepy little channel with nothing contentious ….. yet one day I get an email that its been take down “for repeated and severe” infractions to do with spam and misleading, or some such accusation. No warning email, just a note that you’re done …. and I haven’t the foggiest clue why.
measured with a micron bore gauge checked against a mic set to gauge blocks. . Got to hold your tongue just so!
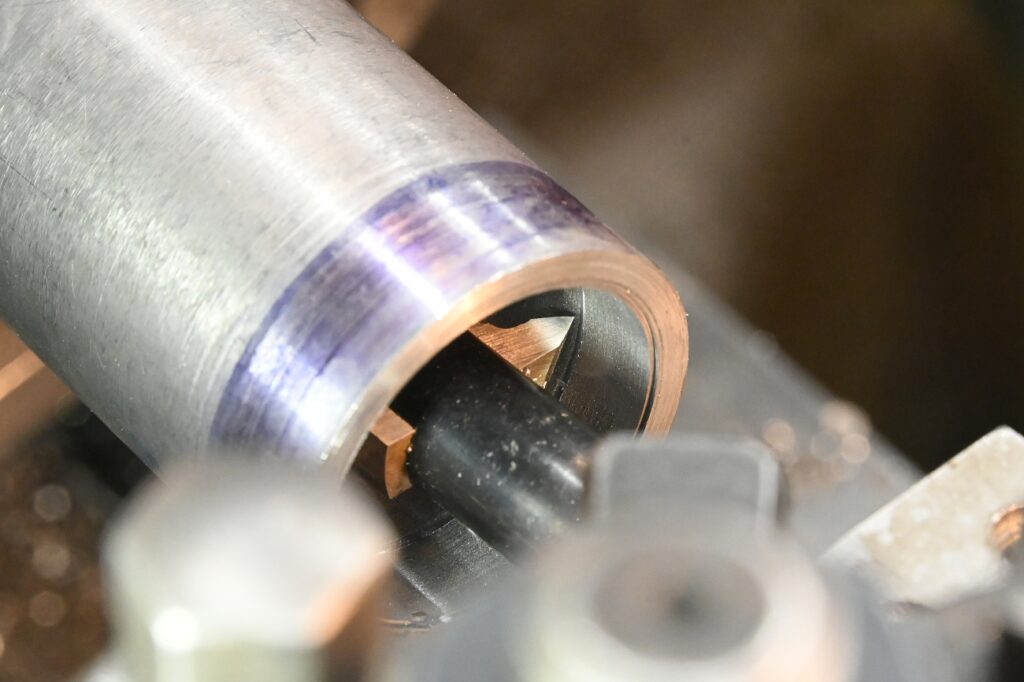
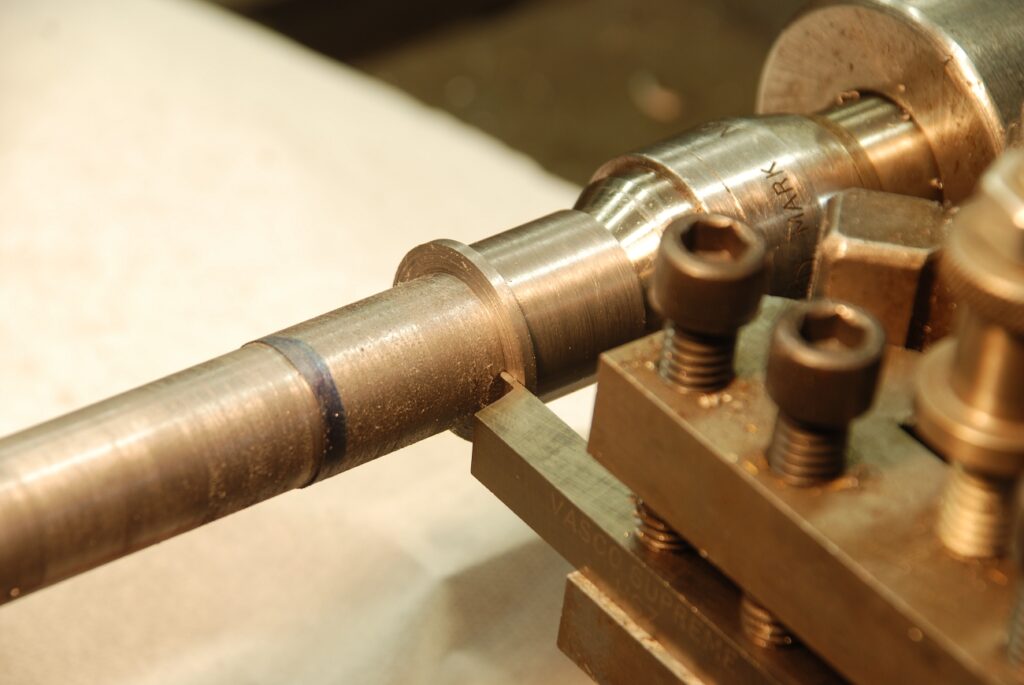
I’m going to thread from left to right as there are very tight shoulders in there. There is a narrow curved bottom relief groove on this shoulder, and at the end of the ground bearing surface.
The blue is magic marker. The gearbox on this lathe has so many controls I always blue the work, engage the leadscrew and, with a scriber held against the tool post, scratch the helix so I can check it with a thread gauge.
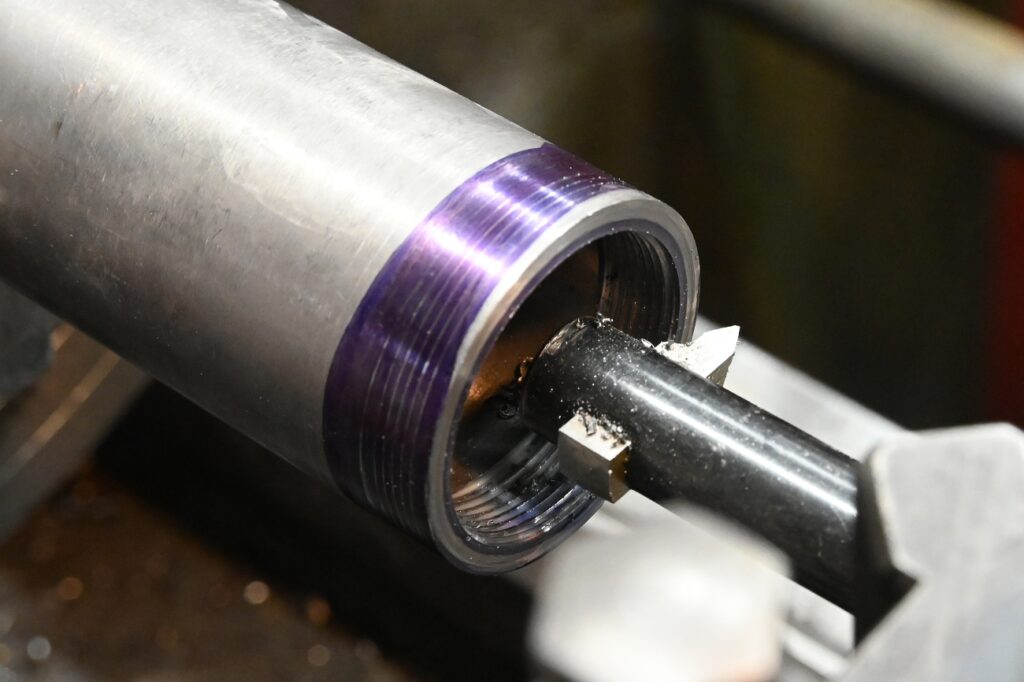
The nut was made using thread wires and hasn’t yet been parted from its parent material, it makes the perfect gauge to check thread depth
continue threading until it will smoothly screw in
Basically the same process on the other end – here the original nut is being used to test fit the thread. I end up making a nut, but this was an easy, at hand, way to check. Here you see I used a pencil instead of blue and scriber to check the helix, whatever works
Spindle Shaft
The tolerance for the fits of the P4 AC, especially in low profile is minuscule. That’s for the housing and shaft fit, about a tenth or less irrc. Its bloody hard to work to that and these parts end up with a lot of time in them, so I spend a lot of time setting up and pondering.
Anyway, a challenge with the shaft is the long hole for the drawbar. Again working with a heat treat chrome moly steel.
There is a neat technique for long holes, without gun drill, where you can do 30x the diameter or more and have the hole it come out with 1 -2 thou of where you want it.
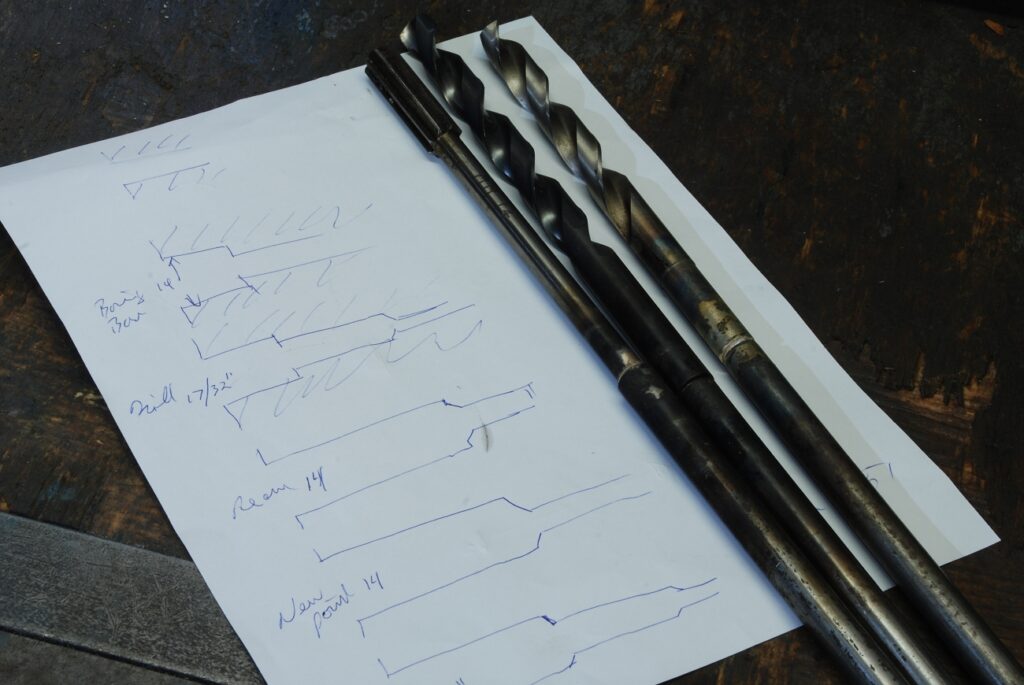
first job is to make long drill bits and reamers, extension are silver soldered on.
asdasdasda
I wrote the process out with a diagram so I’d be less likely muck it up – its gets a bit repetitive as you are pulley the (heavy) tailstock back and changing so its easy to lose concentration doing tooling changes several times per 1/2 inch
to give a sense of it, that’s a 12″ caliper.
Here is the rough turning of the spindle shaft
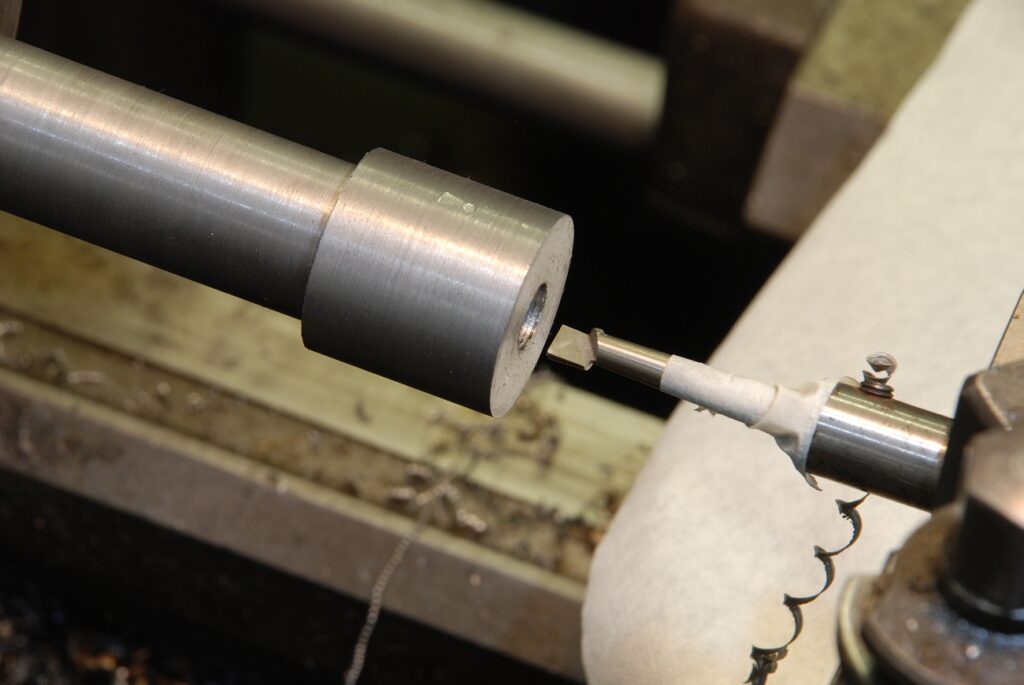
set up in a collet, the end is first bored
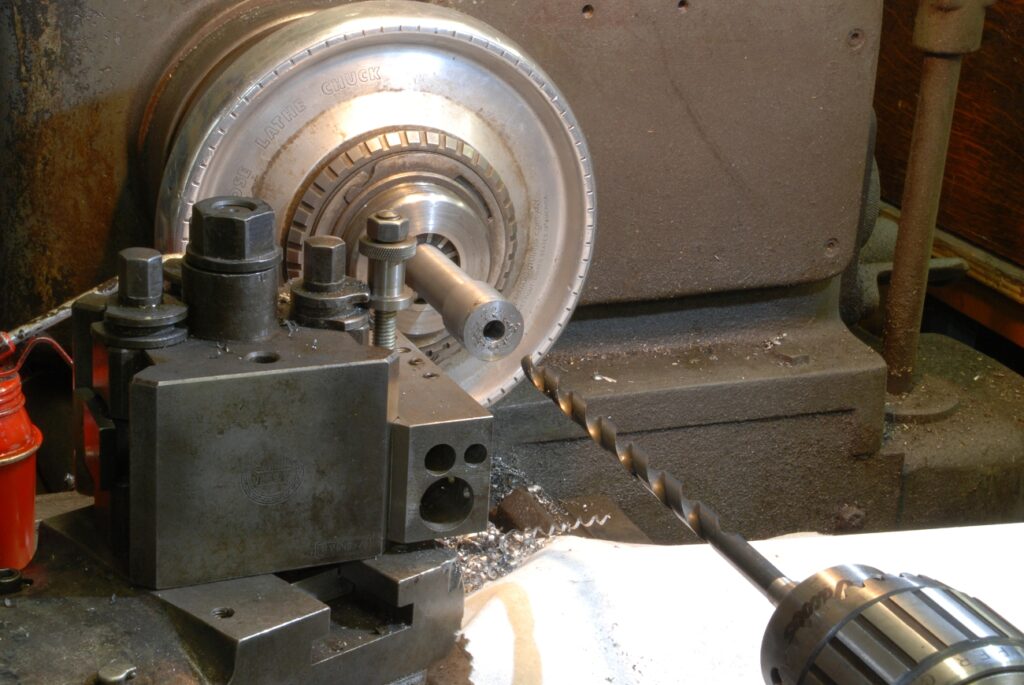
Then the drilling steps ensue, over and over and over and over
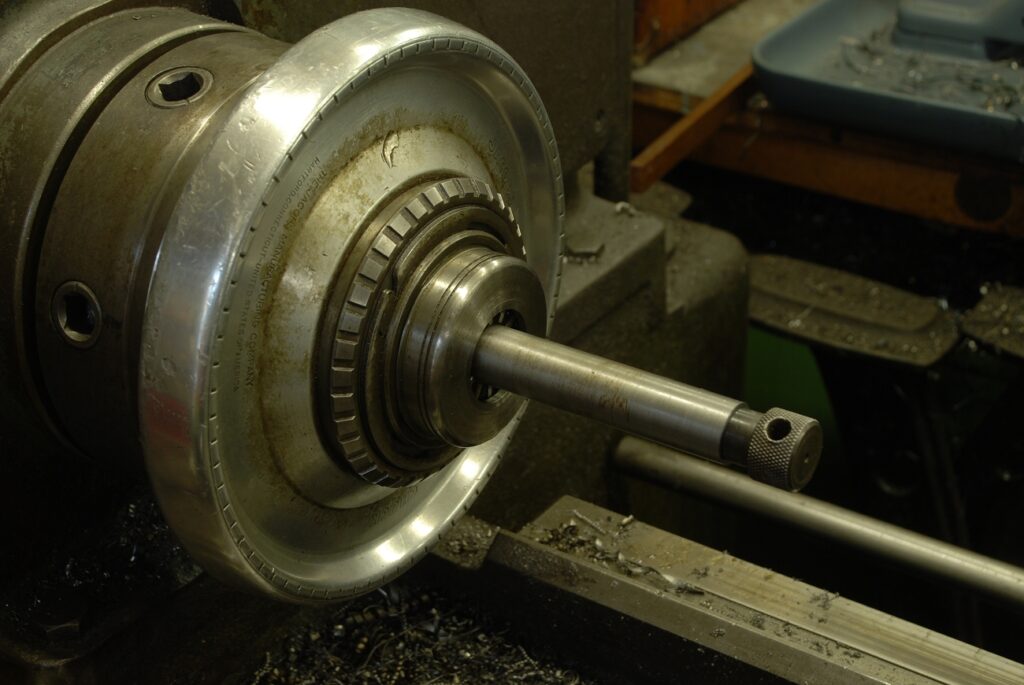
and finally we can fit the draw bar!
Next, its OD workso I turned 60 degree counter sinks in each end
Using the centres, I also turn semi circle profile relief grooves where needed
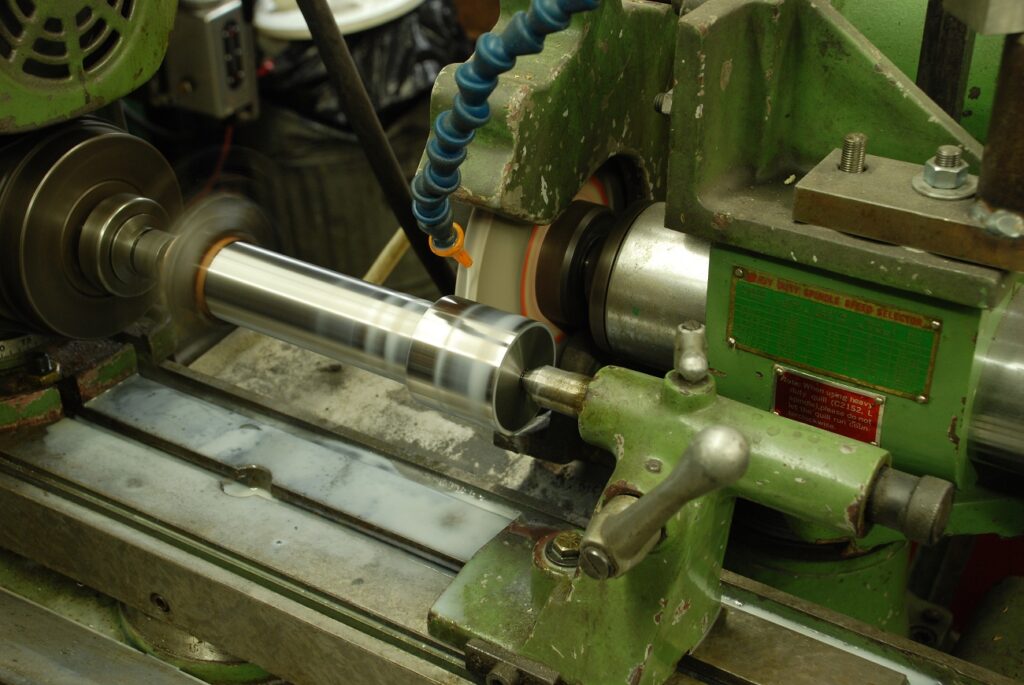
Grinding the spindle shaft
Measurement is with an indicating mic set to gauge blocks
Makes a tenth rather large!
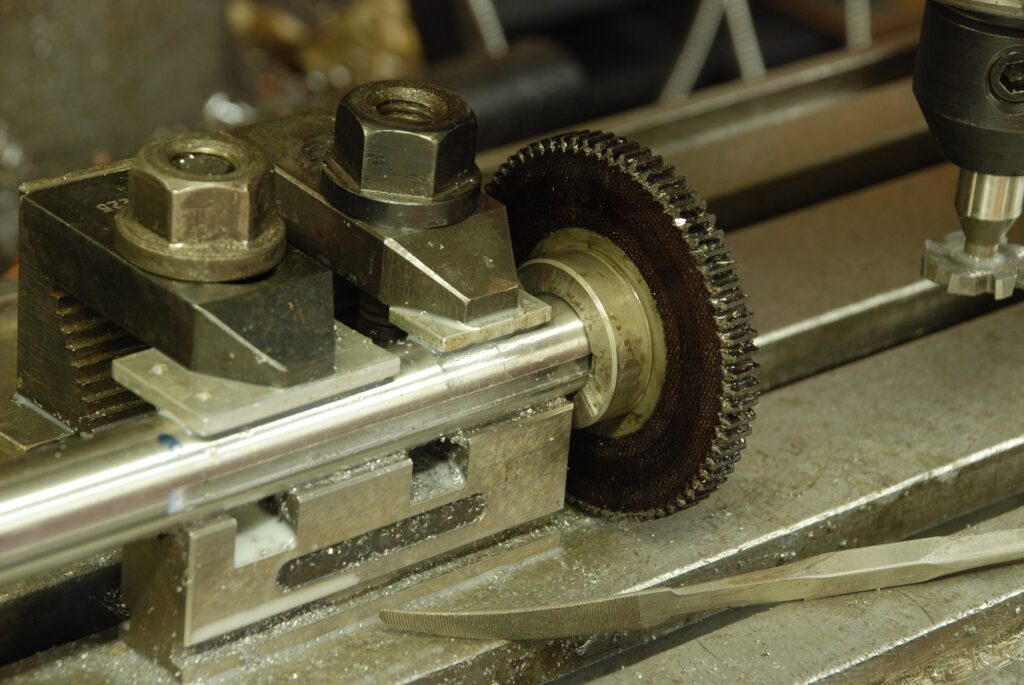
After grinding, I set up an V block and the shaft to mill a keyway. A gear slides on the shaft so shift from high to low
Work then goes back to the lathe to thread the AC inner race retaining nut.
Added a relief groove
Then threaded the section. That’s an M20 x0.50 thread, I had to make up threads to fit within the available diameters as the shaft steps from the business end bearing diameter down to the outer deep groove bearing dia.
The inner race retaining nut is bored and threaded to fit the shaft.
There needs to be a key for the W12 collets. Made it in the Schaublin 70
I pressed it in with a bit of loctite
The final operation was grinding the internal taper on the spindle nose. I can’t find photos of that, but it was done on a Haebegger. Work set up in the four jaw and aligned in the two planes. A pencil ginder spindle was mounted on the slide rest and with the aid of indicator, sine bar and gauge blocks it was dialed in at the right angle