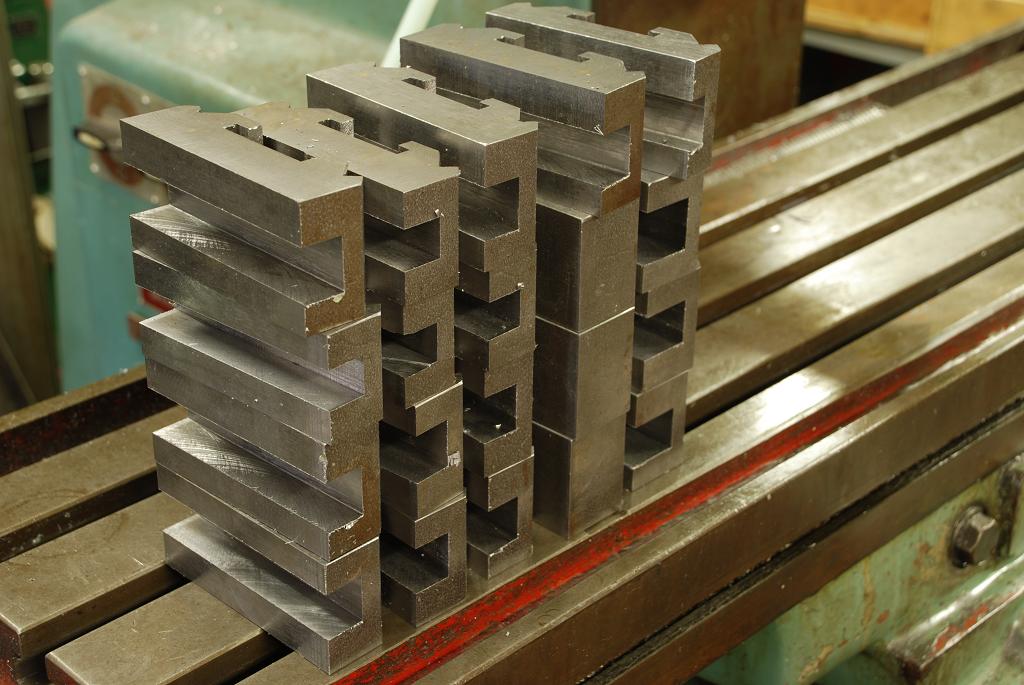
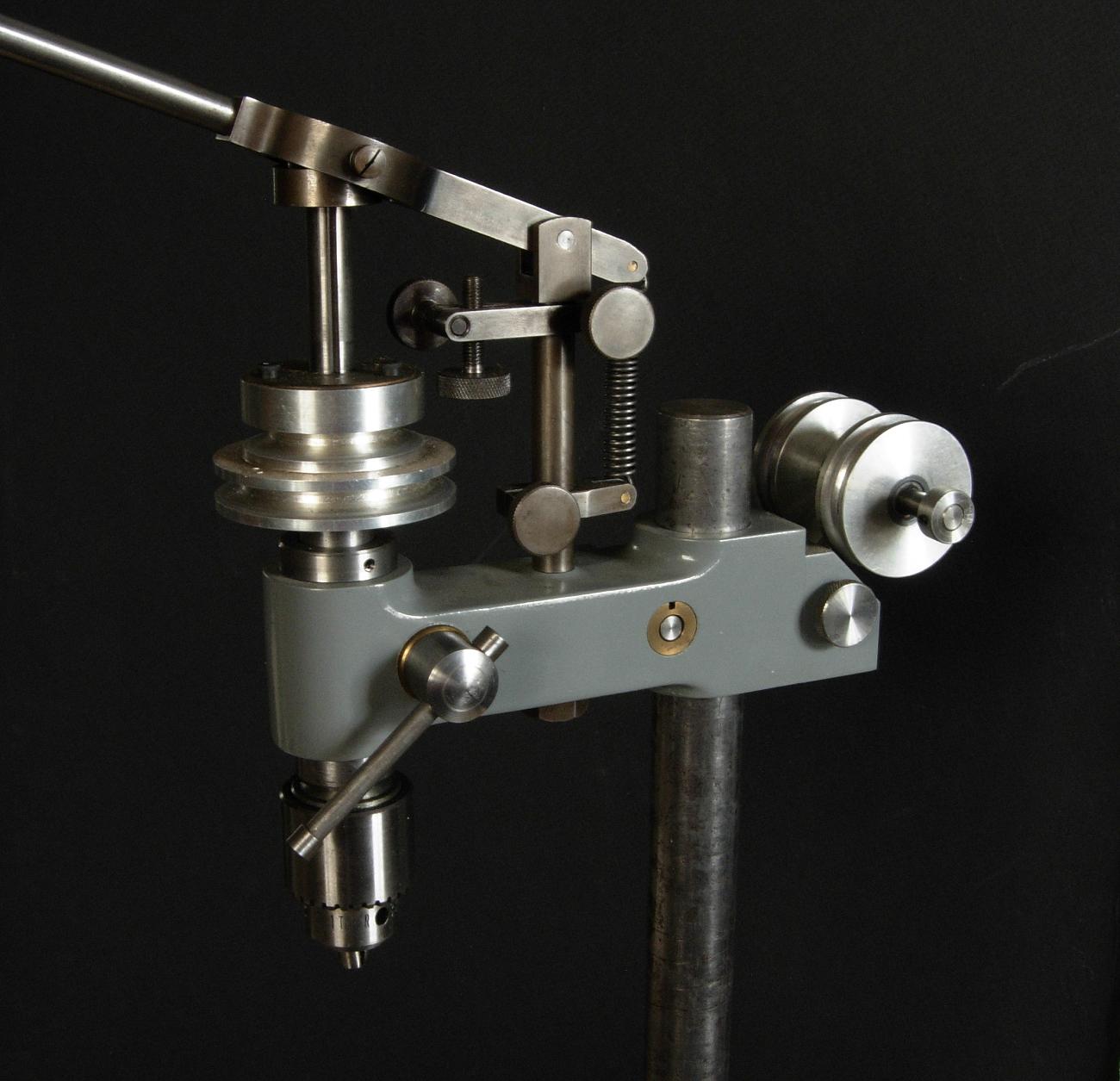
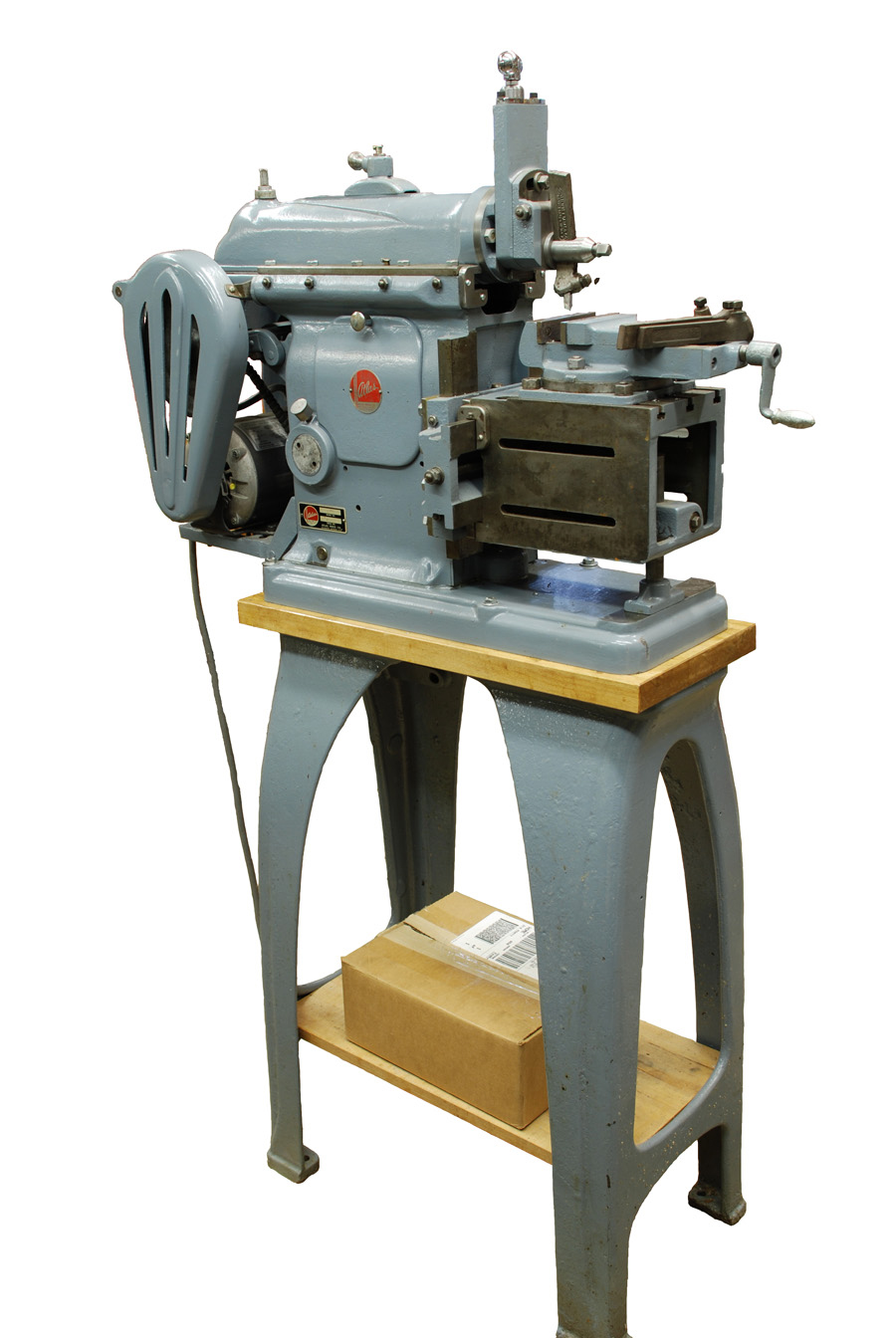
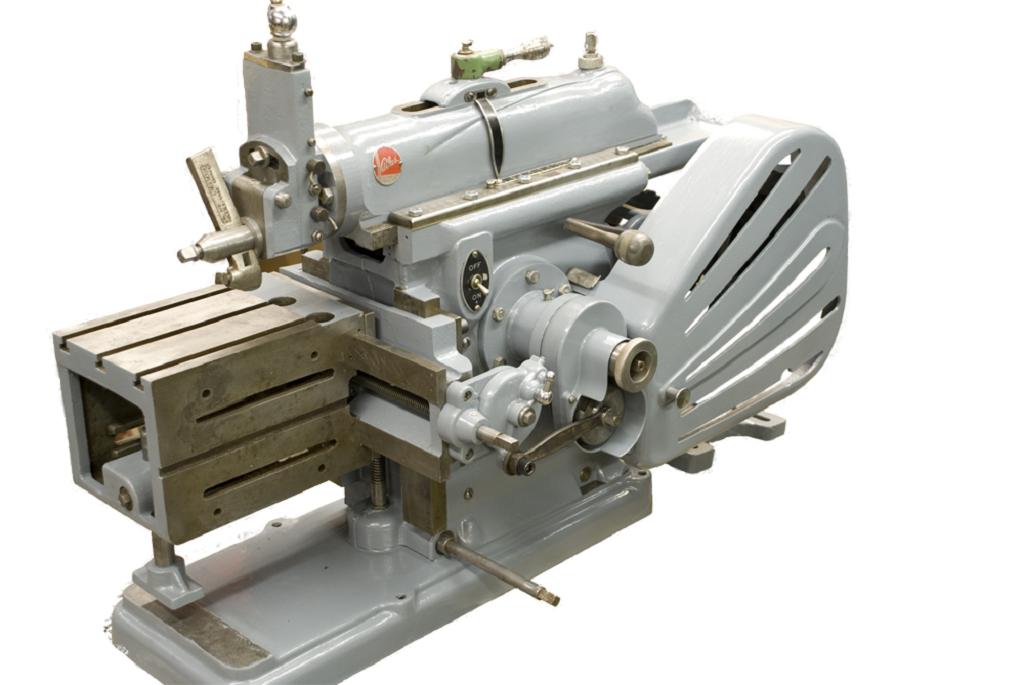
Some years ago I wrote a long series (ran for two years) in Home Shop Machinist on scraping. Wanting to included to a dovetail project from start to finish, I spotted a set of mini mill castings for sale online.
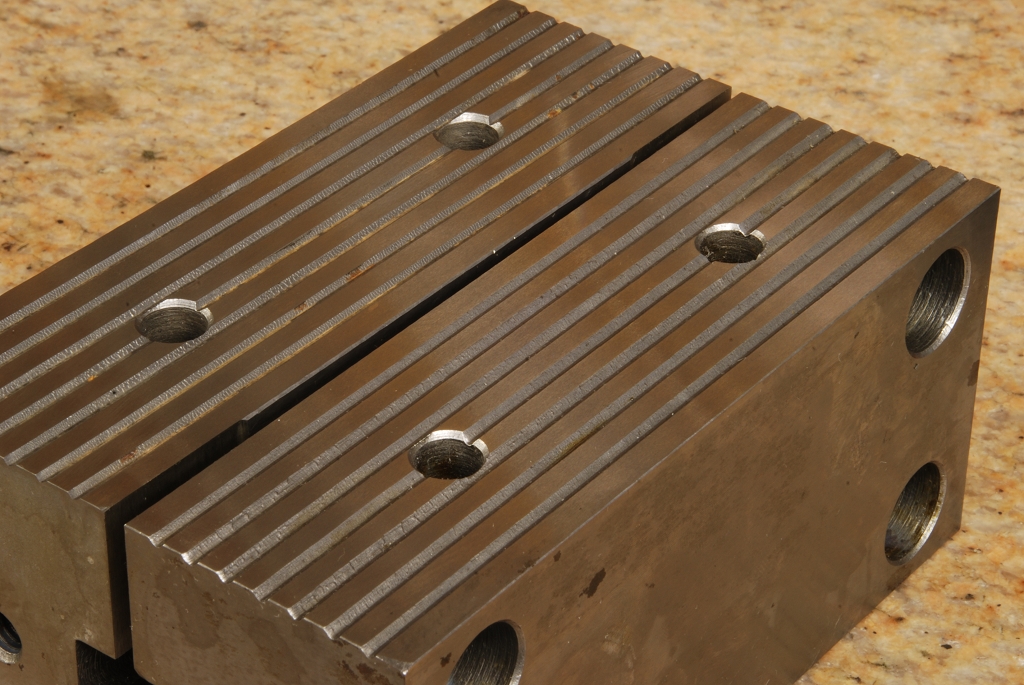
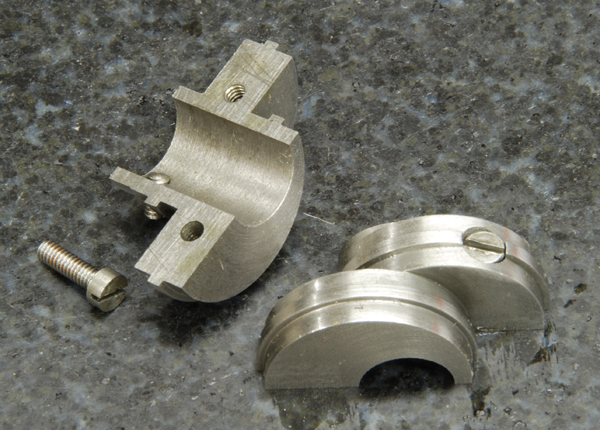
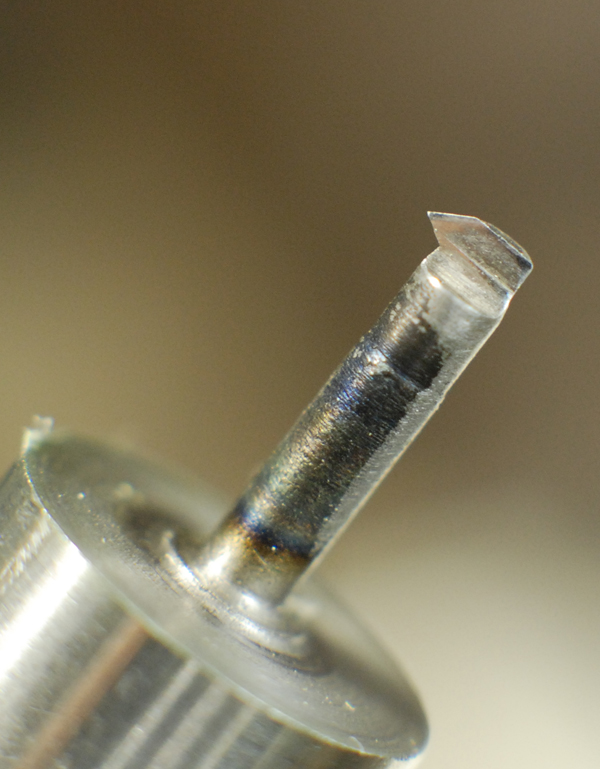
The quality of the fit and finish of these supposedly finished parts is atrocious. It was so bad, surfaces that didn’t touch were ground so they looked nice where as others that were bearing surface were rough milled. The good news is the casting material itself was ok, no voids or hard spots encountered. I didn’t check it beyond that; the material is likely not very high quality, however we can mitigate that with lots of lubrication.
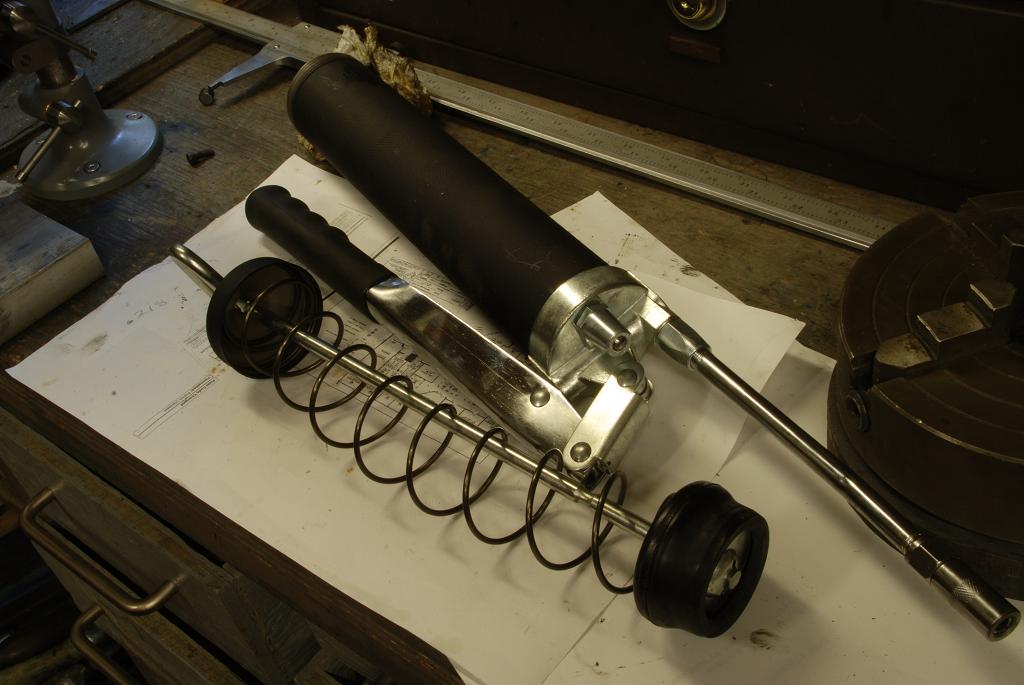
Lapping Compound.
There is a “thing” I think commonly done to “fix” some of these mechanical atrocities: the indiscriminate adding of abrasive to supposedly “lap” the parts into a better or perfect condition.
I’m going to the take firm stand that this is just wrong and is done out of ignorance. I don’t say ignornace with any malice, the word means a lack of knowledge. There is no shame in being ignorant, stays so is a another matter :). I’ll to explain why it shouldn’t be done:
1) It isn’t really lapping. Lapping of flat items (cylindrical is a bit different) is a precision operation involving a very flat lap that is charged (abrasive is embedded in its surface). Add grit into, what are supposed to be precision surfaces, isn’t lapping as there is no lap.
2) The removal of material is not controlled. If you are trying to make the surfaces of parts fit together well, you must remove material from high spots. Randomly removing material is not going to improve the the geometry (i.e. flatness) or fit.
3) When you lap, you embed the abrasive in a tool (the lap) and then use it (the lap) as a cutting tool. Normal practice is that the lap is softer than the work piece and there isn’t lots of loose abrasive present. When putting lapping compound between two bearing surfaces of the same material (and same hardness), the abrasive compound will get embedded in these surfaces. This means the two bearing surfaces become cutting tools, each cutting and will be wearing away at its mate as long as the machine is used
Charging and use of a lap is kind of a neat process in that surface of the lap is never touched and remains like new…only the embedded grains of the abrasive make contact with the work
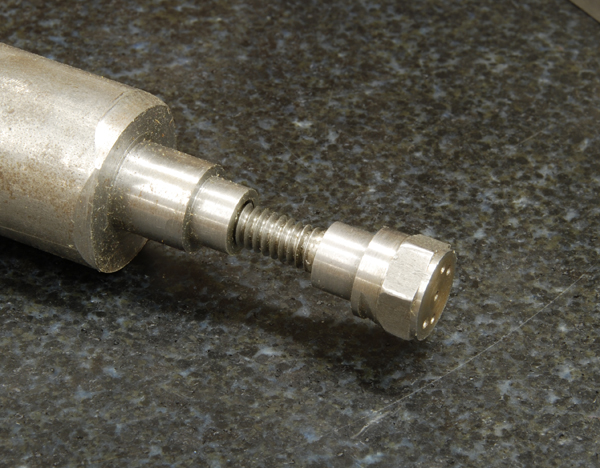
4) The argument sometimes proffered in defense is that “it makes its operation so smooth”. That may be the case however smoothness has been achieved by created excessive slop. Suppose you have a .998″ pin in a 1″ bore and the surfaces have a enough variation that there are some rough spots. Would abrading things away until you had smooth .997″ pin in 1.003″ bell mouthed hole improve things? Not where machine tools are concerned….where the geometry and fit of bearing surfaces determines the accuracy and rigidity of the machine. Adding slop radically degrades the machine.
What do to?
There is no free lunch. If want a machine to perform well, the bearing surfaces have to be spot on. This means either spending a lot to acquire high quality new(ish) machines in first place, or you learn how to scrape. Scraping lets you achieve the highest levels of accuracy rivaling or perhaps even surpassing that of the best machine tool manufacturers.
If someone had a mess of a tool on their hands and wasn’t able to get their heads around scraping (its really not that hard), the worst of the surfaces stalactites and stalagmites could be knocked of use small Arkansas slips stones. This won’t improve the machine the way scraping will, but it might make it smoother.
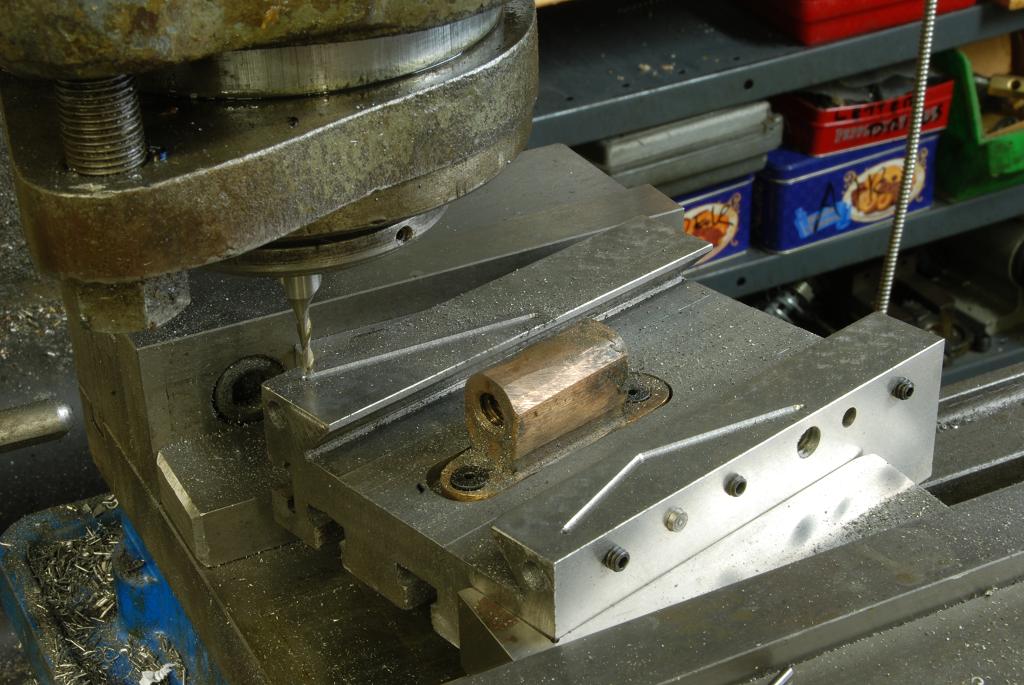
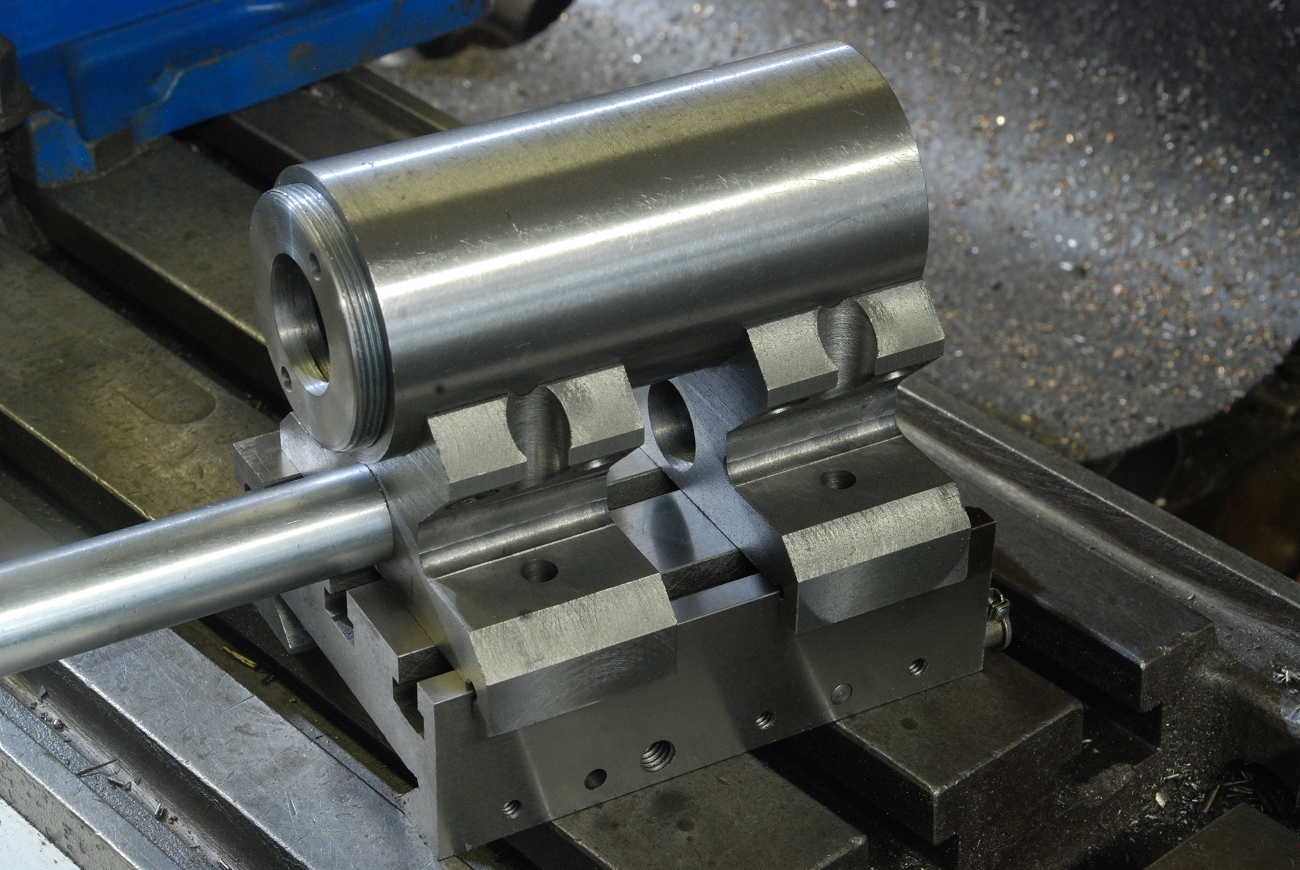
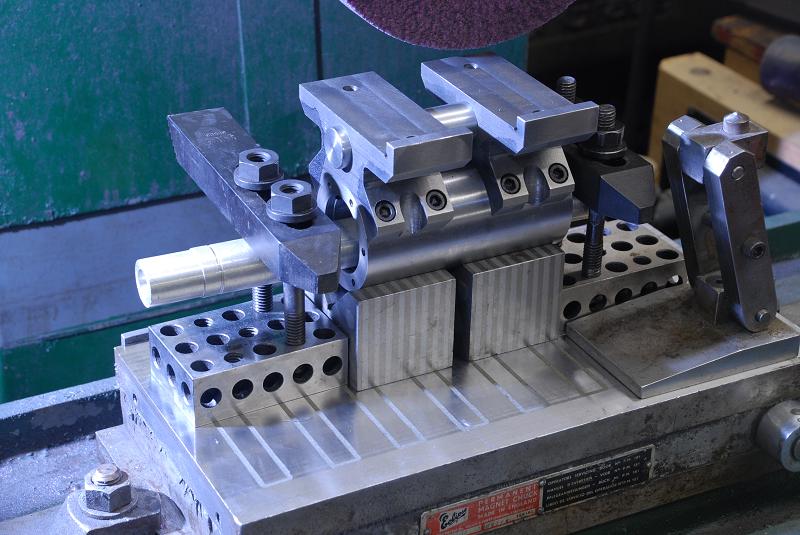
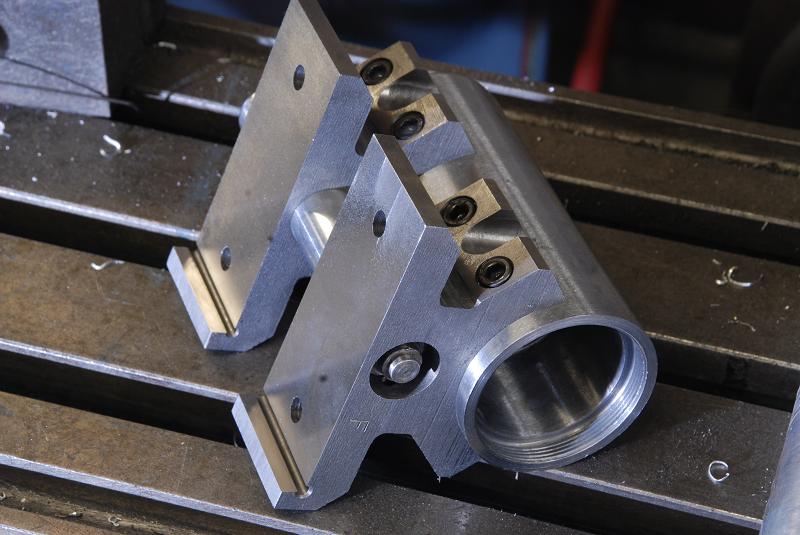
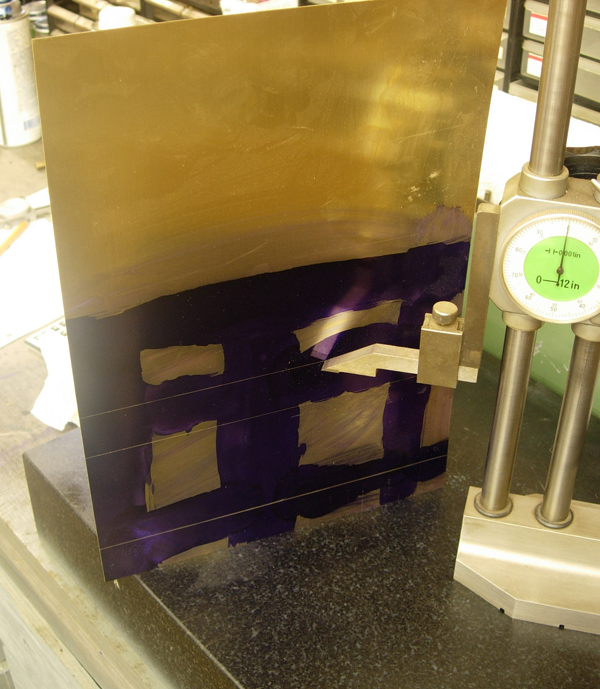
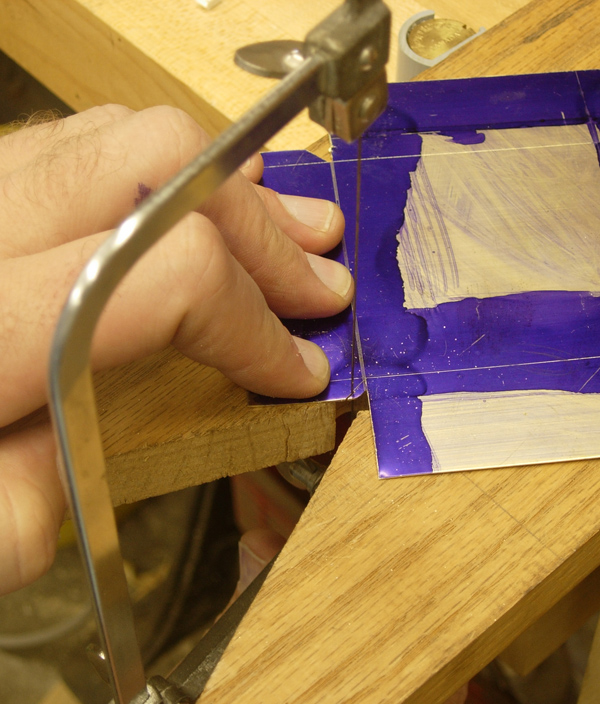
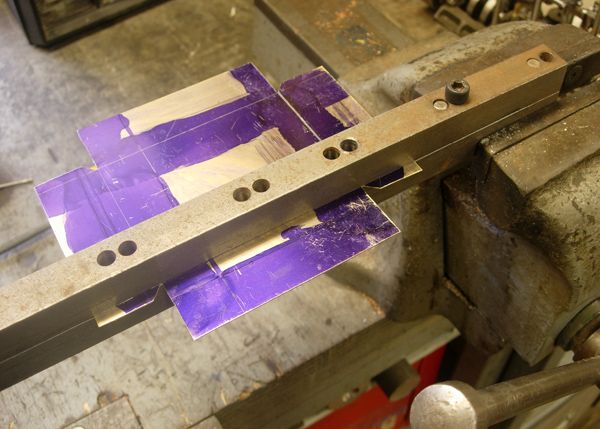
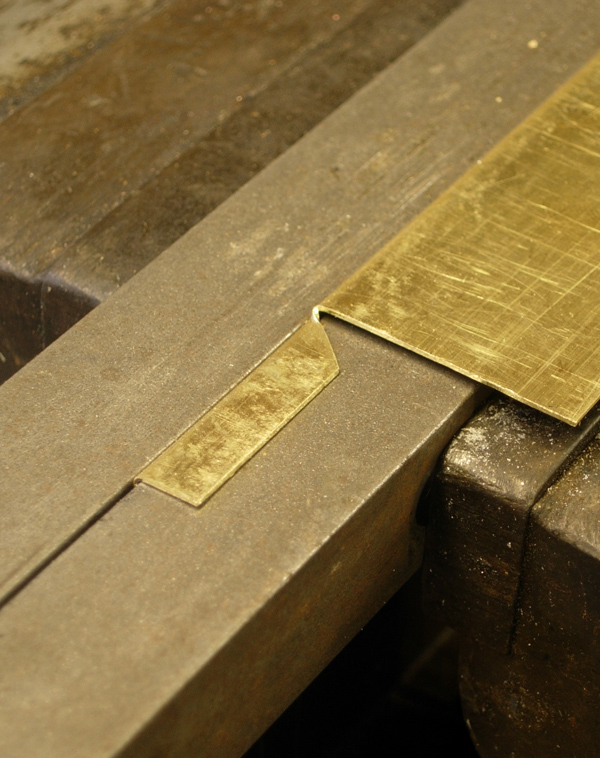
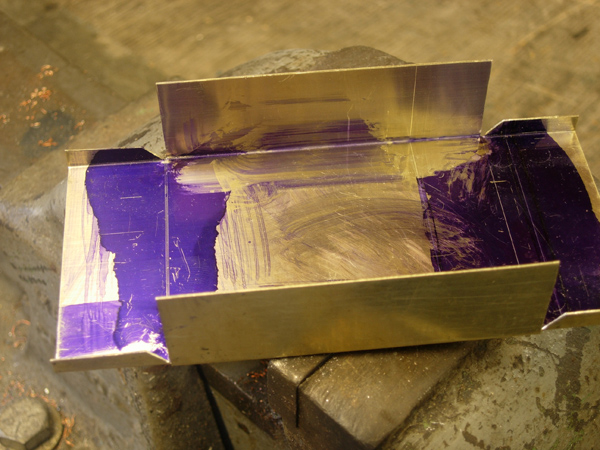
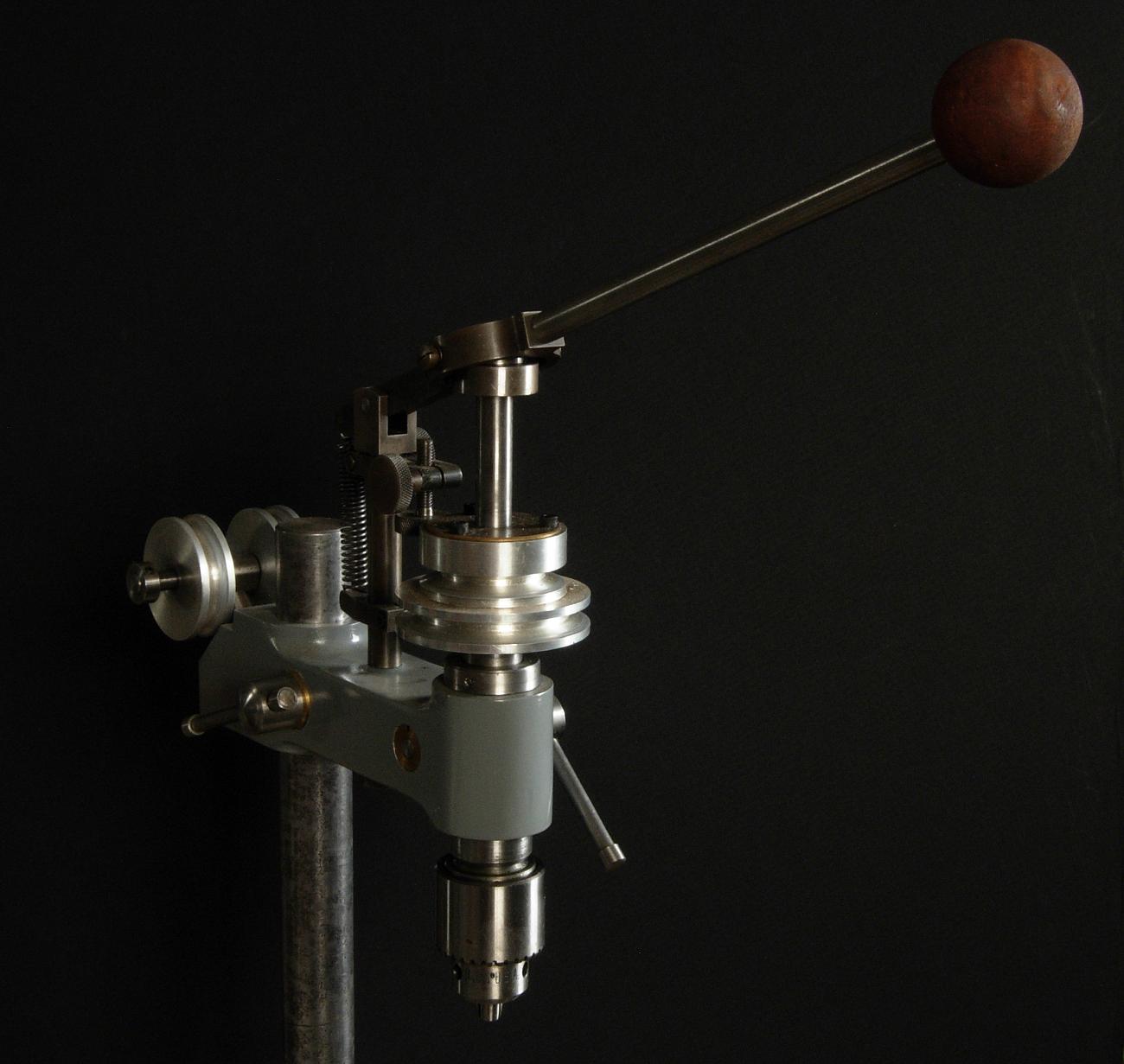
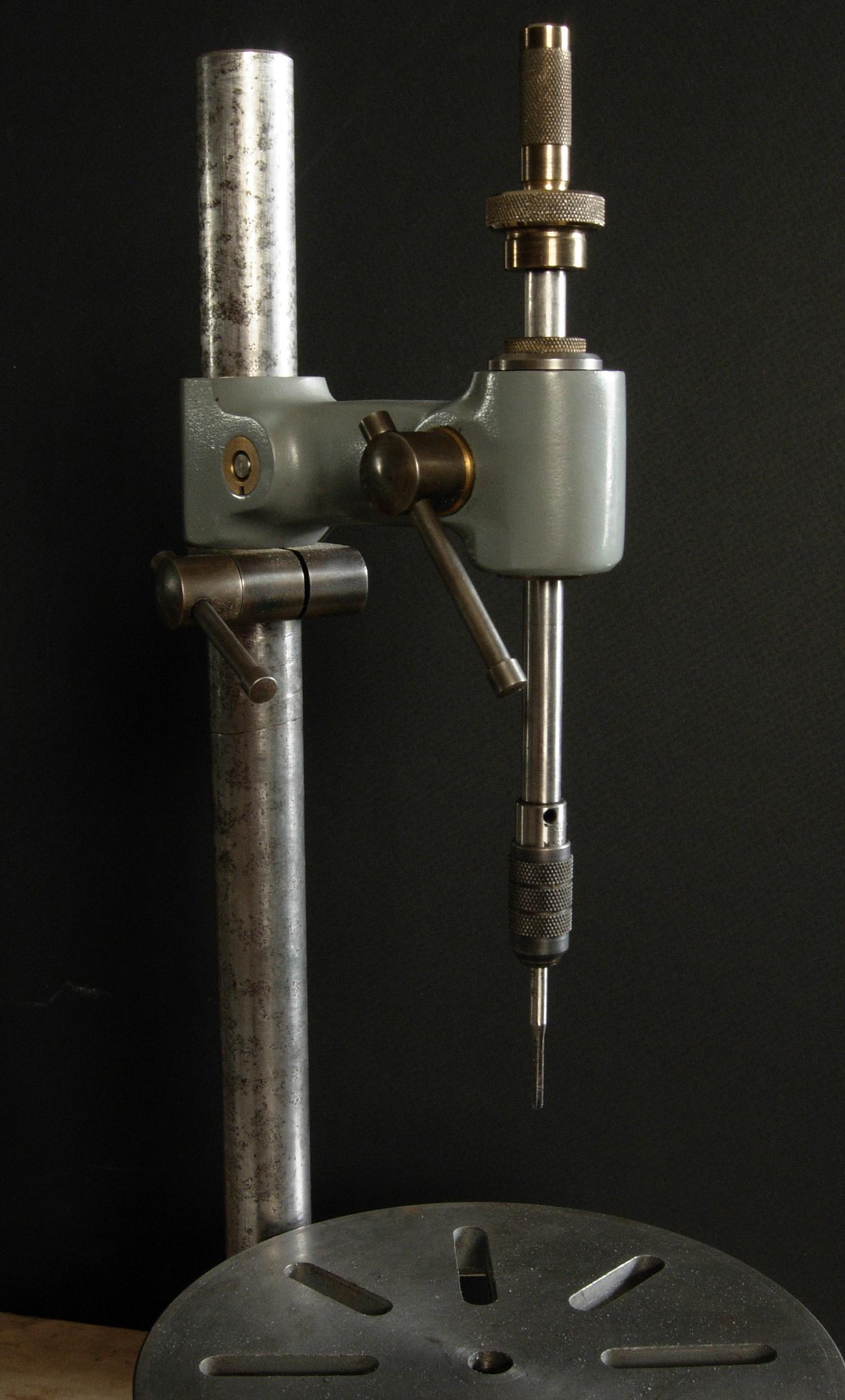
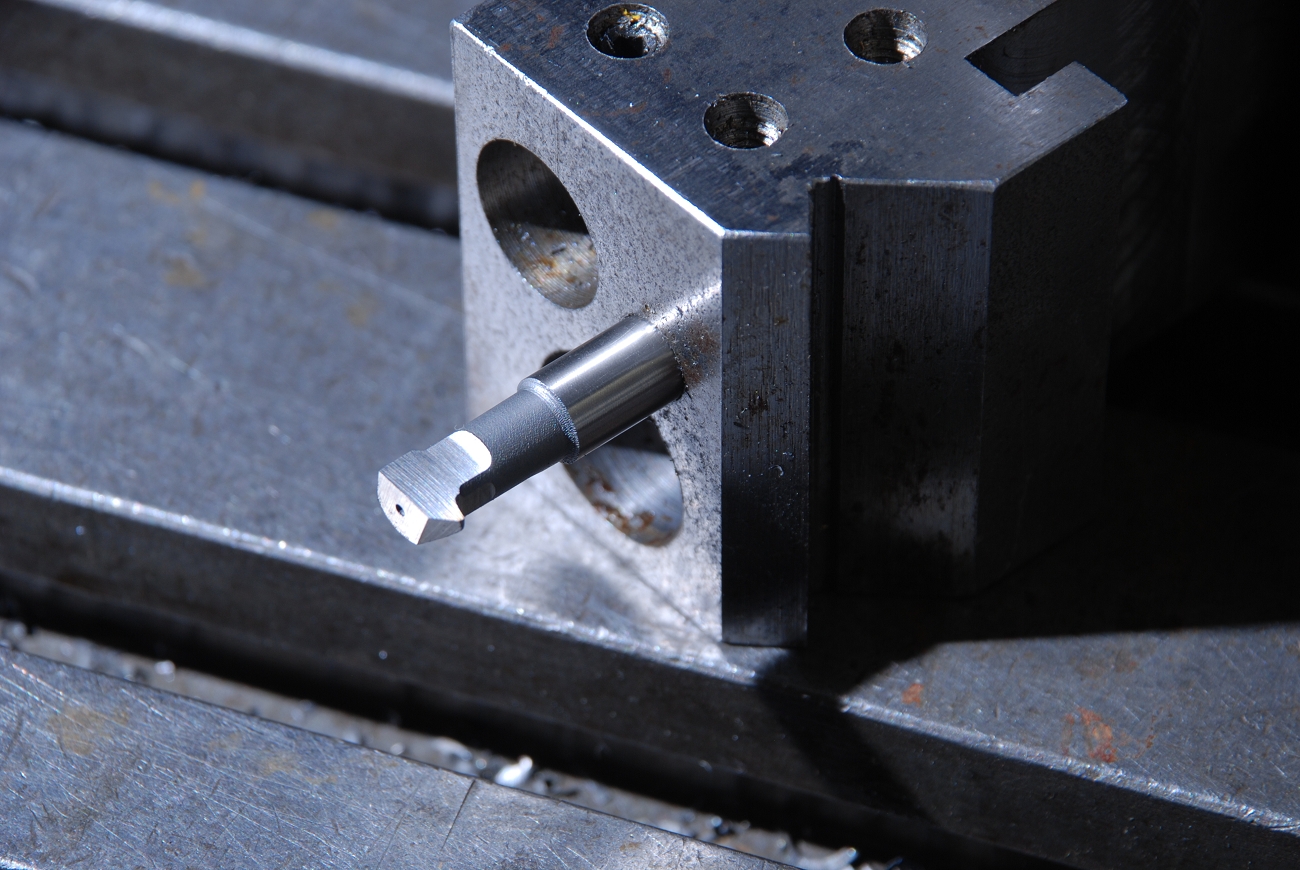
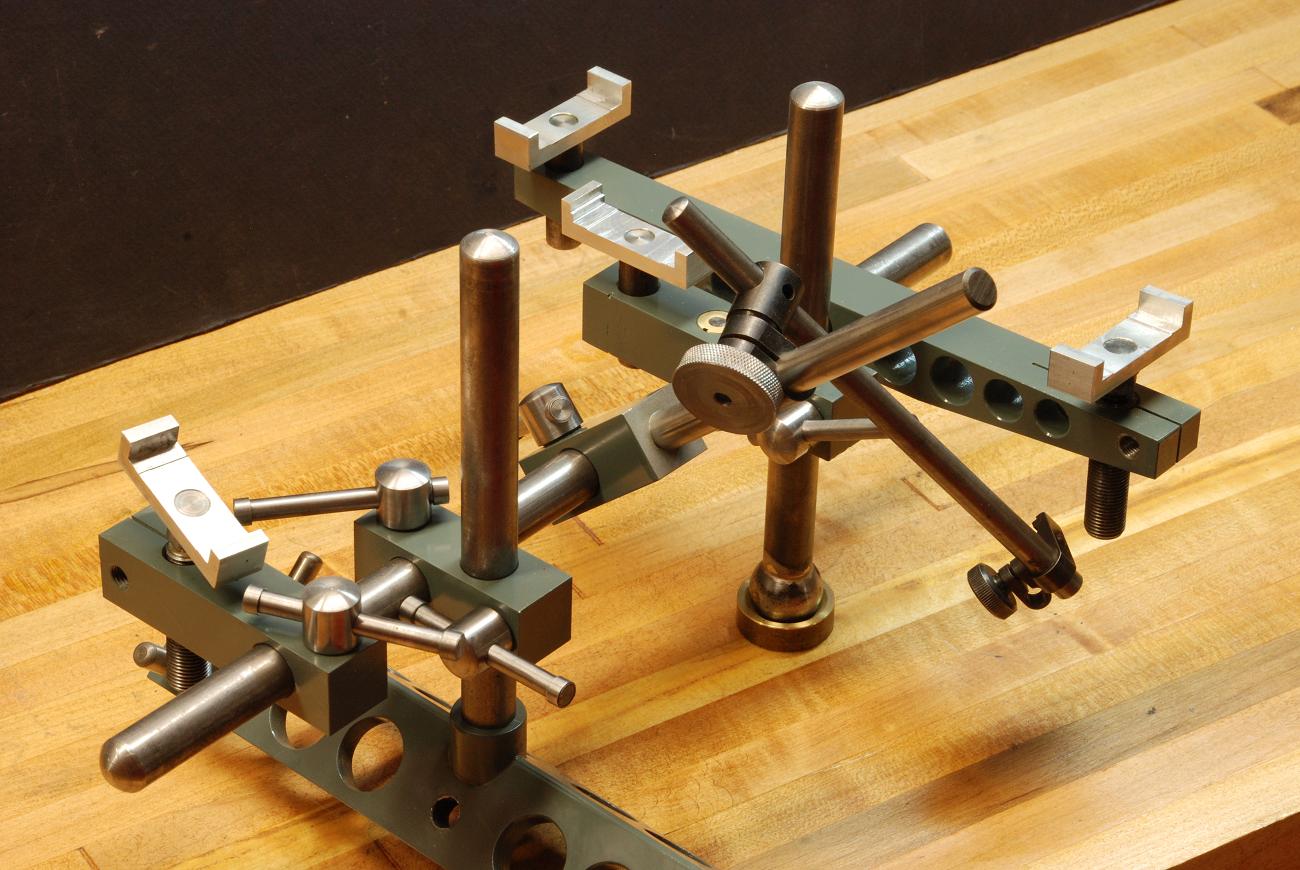
The Process
For a step by step account, you get the back issues from Village Press. It covers the topic in a lot of detail including how to make all the tools needed.
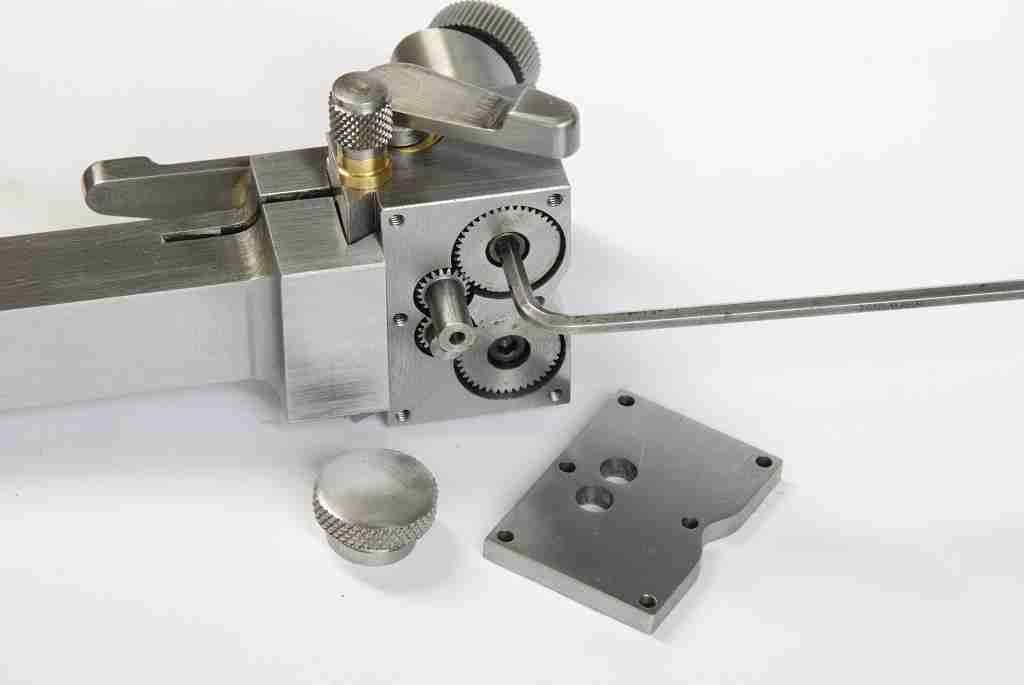
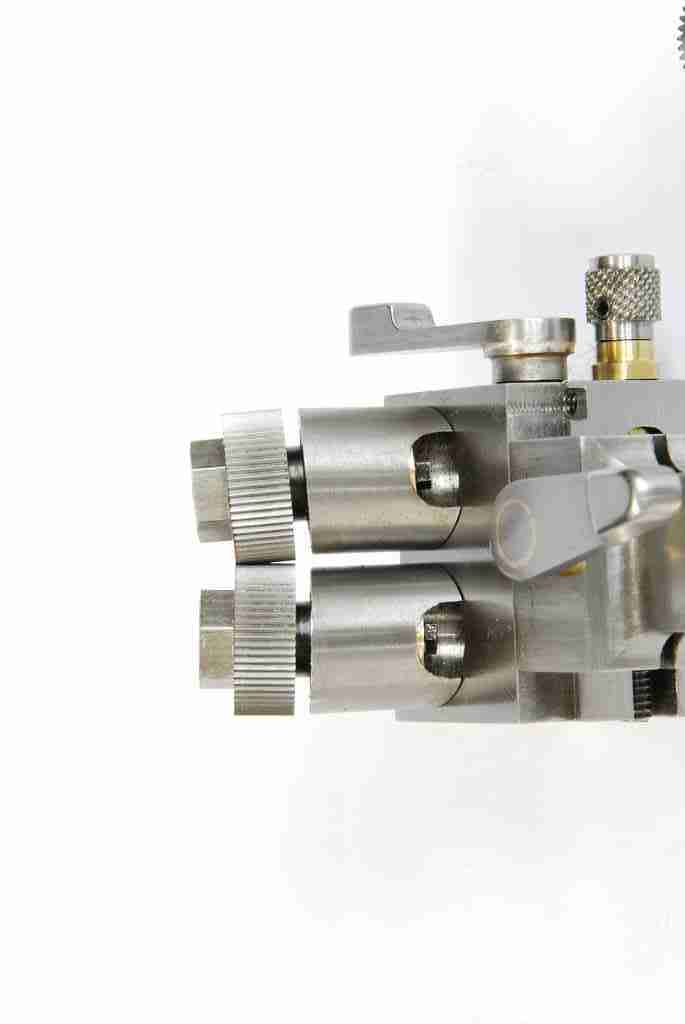
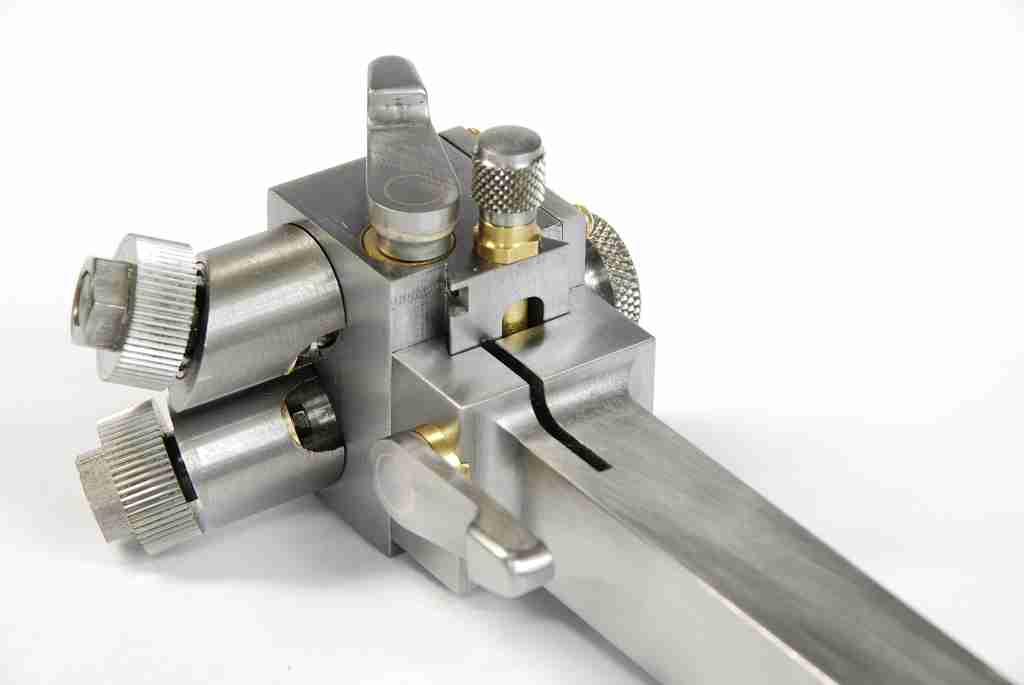
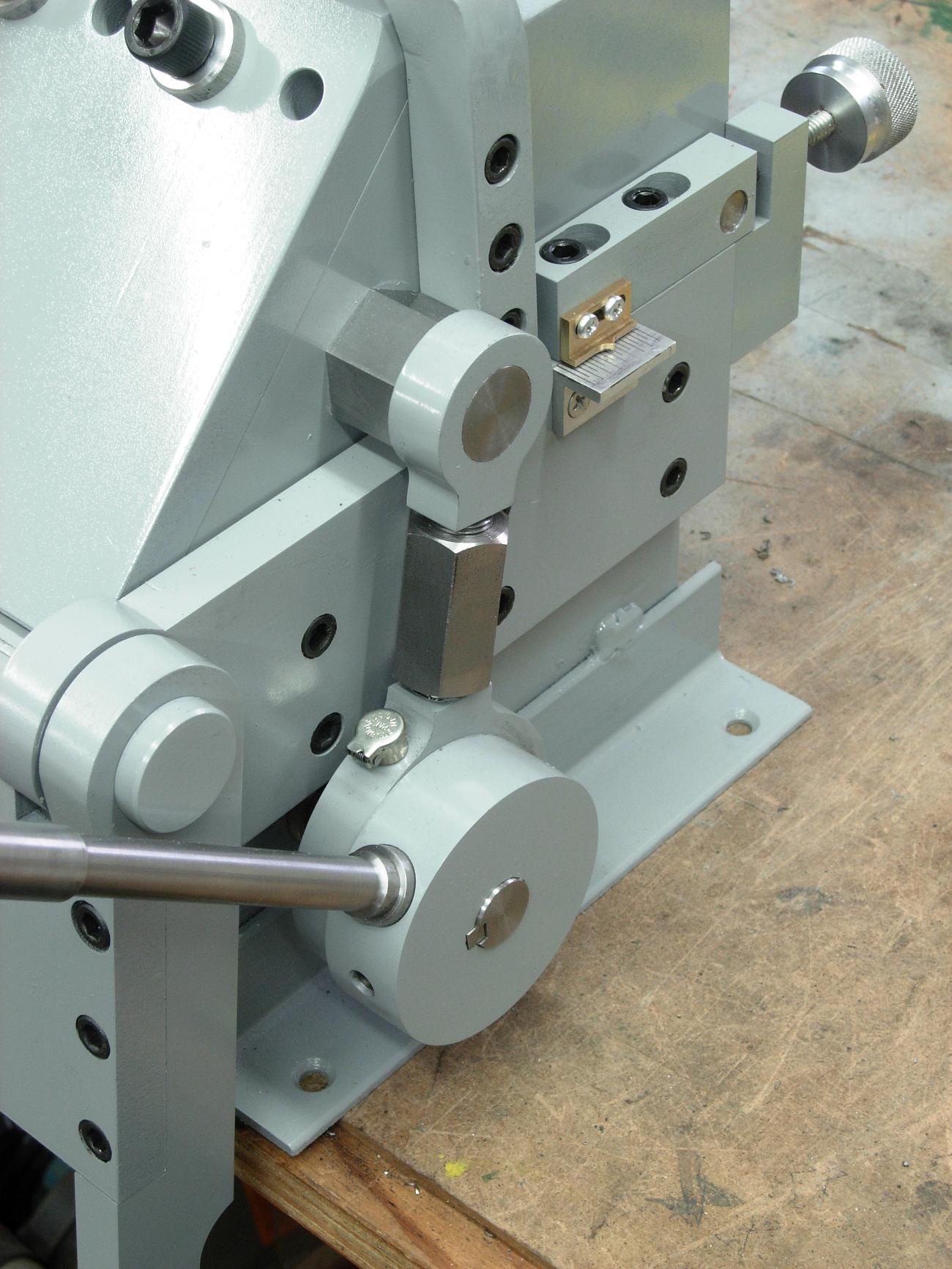
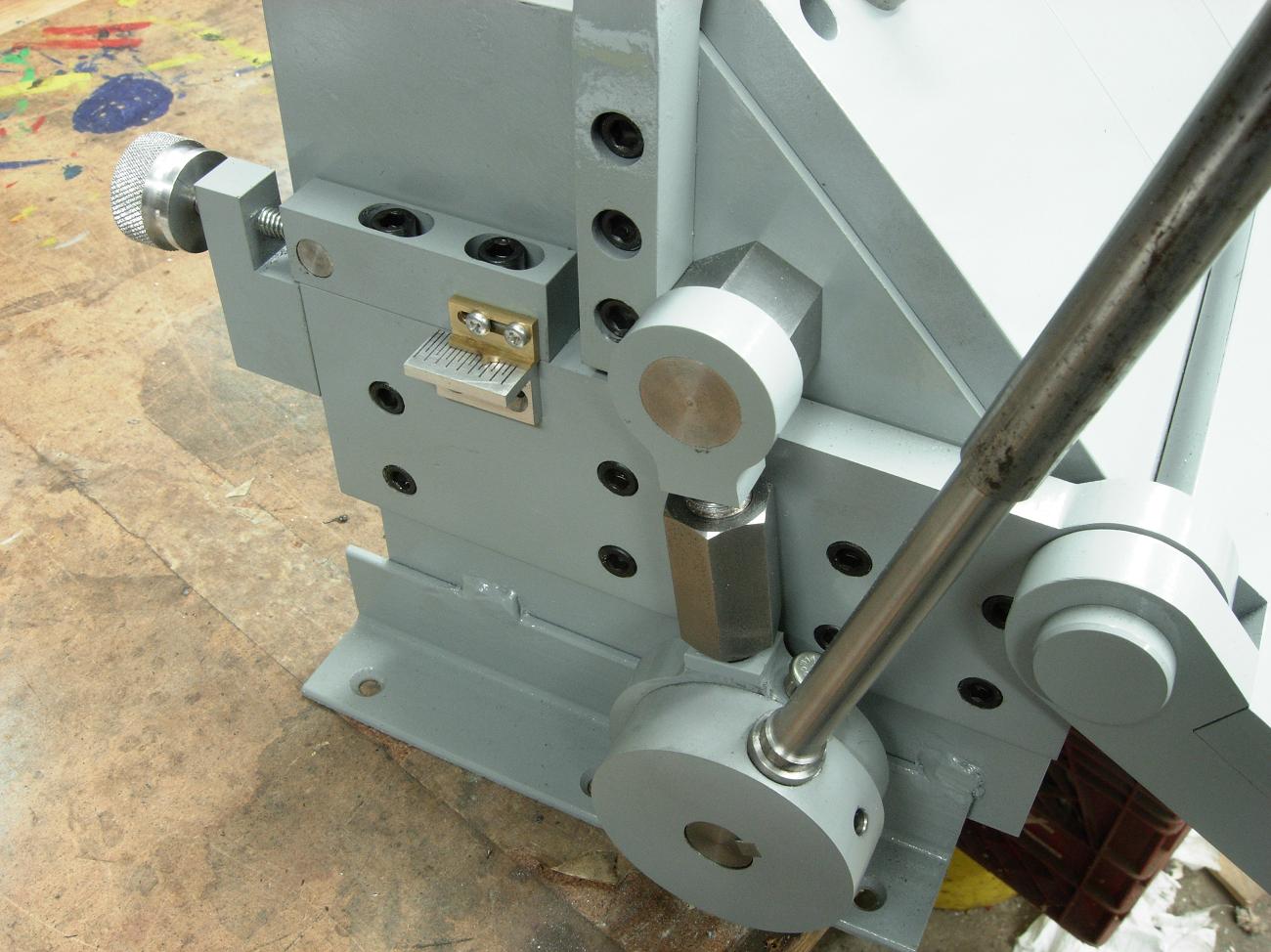
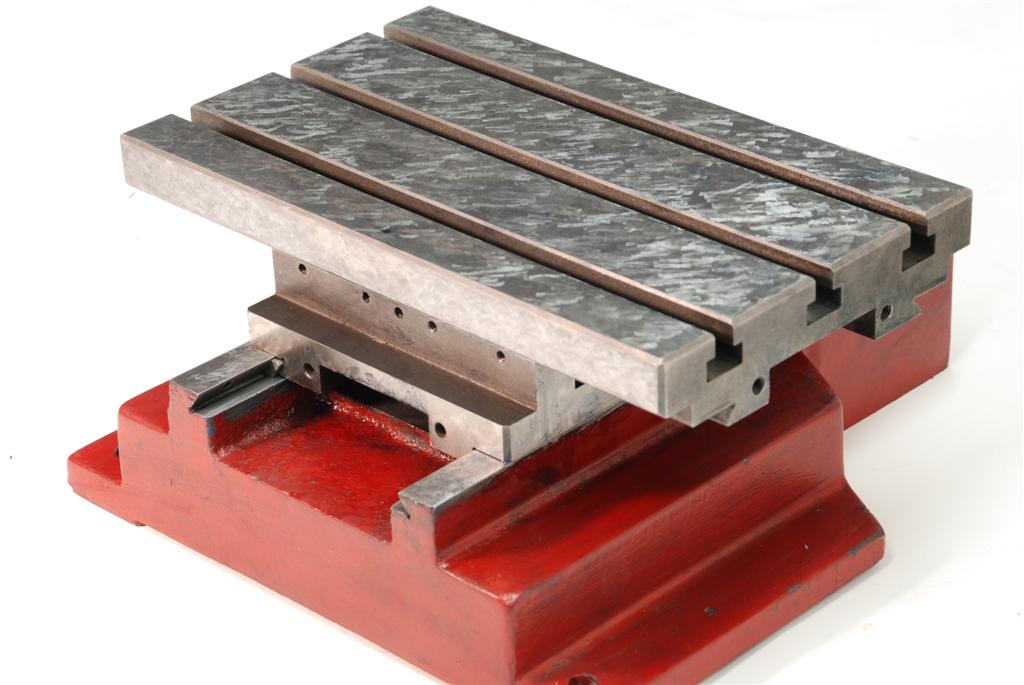
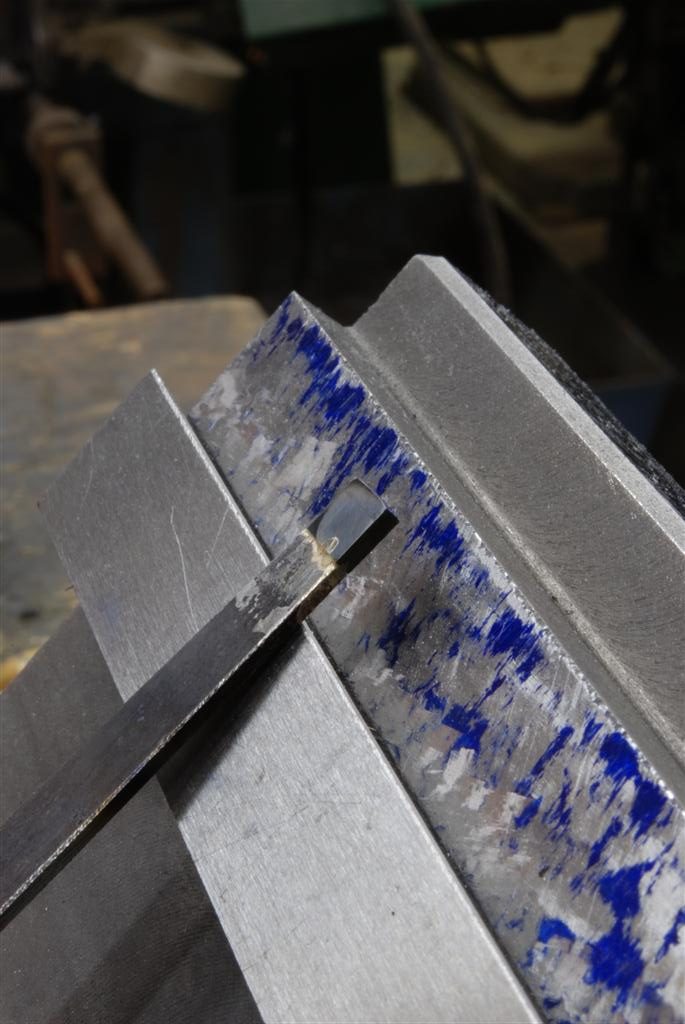
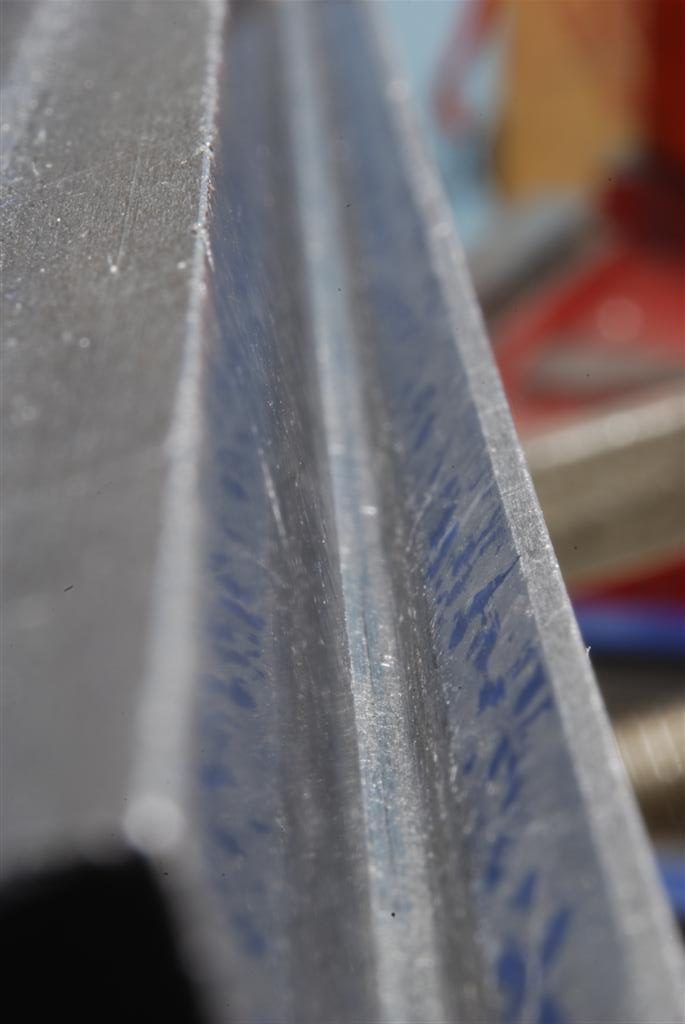
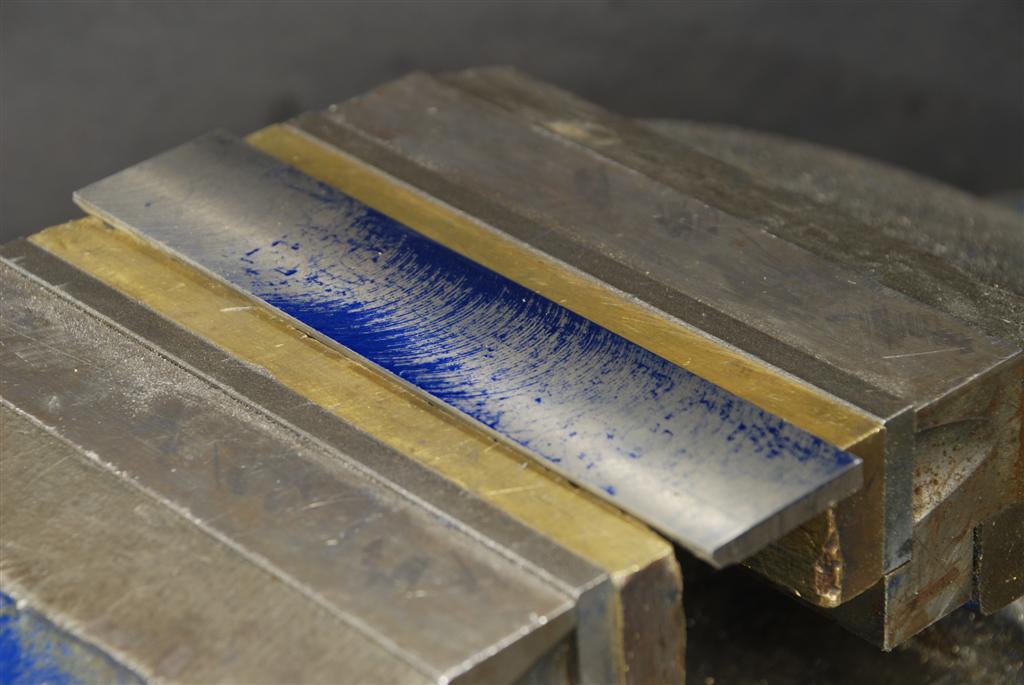
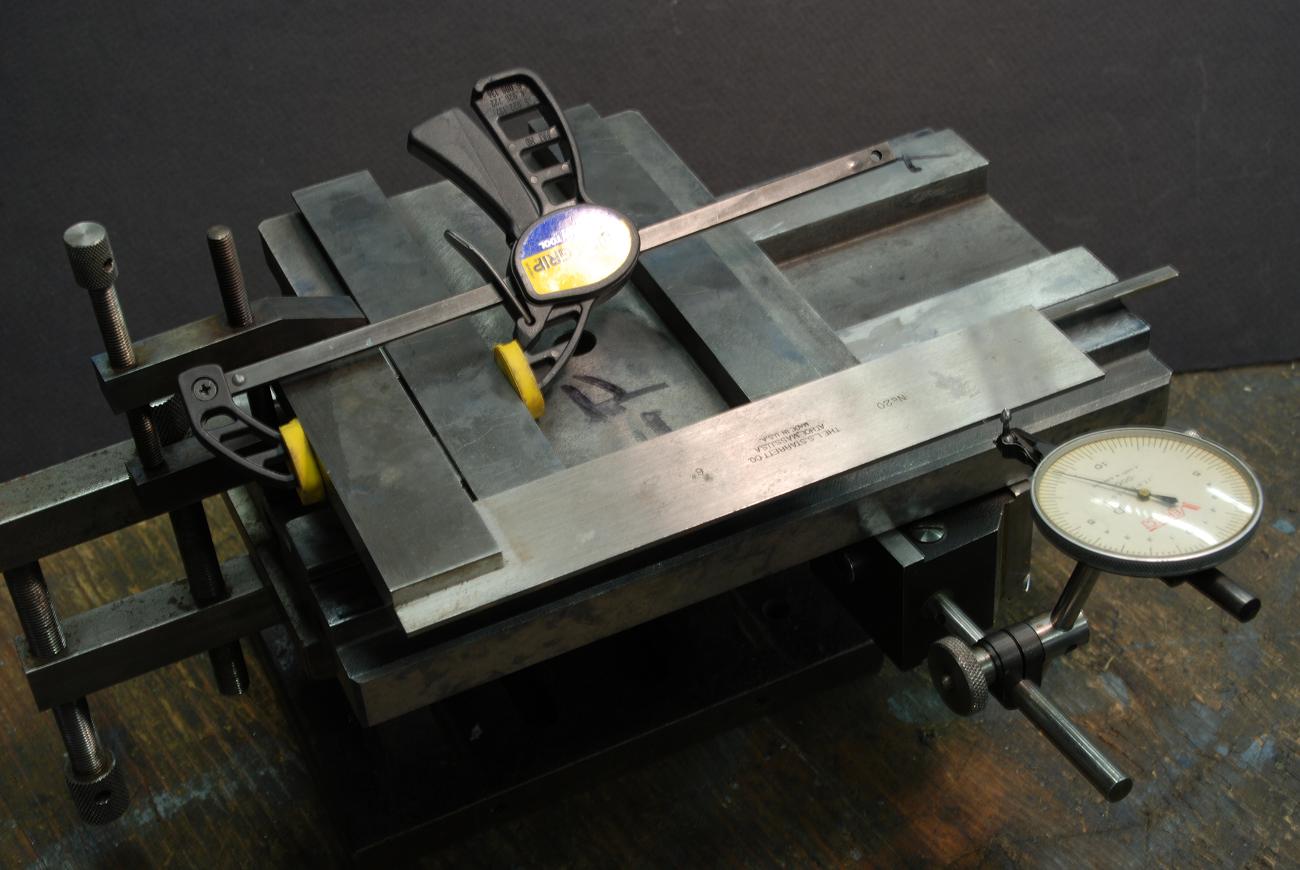
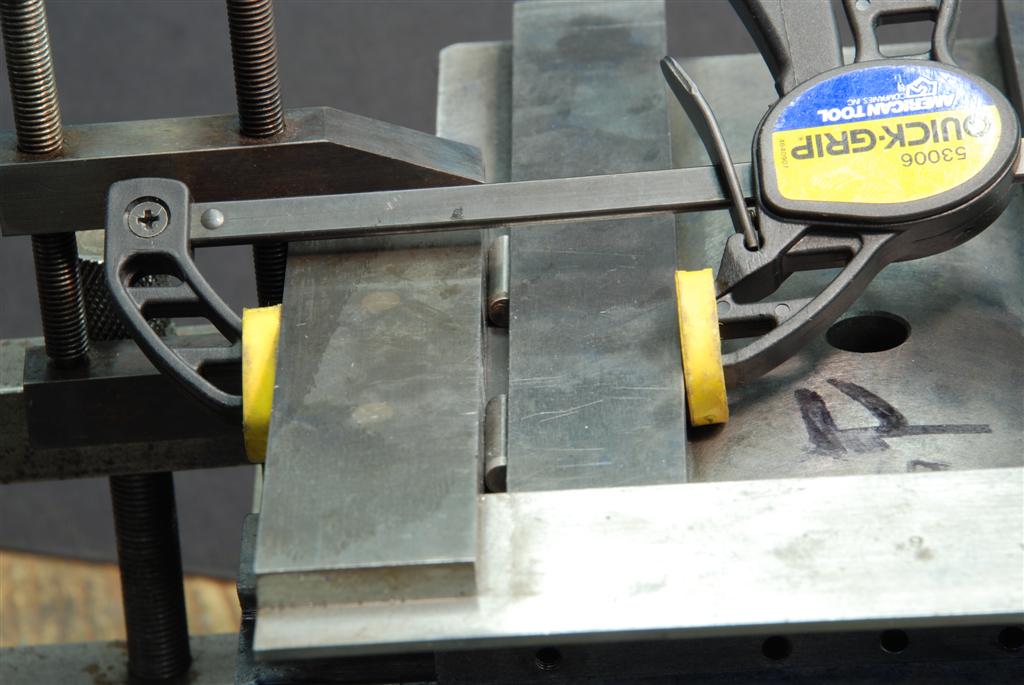
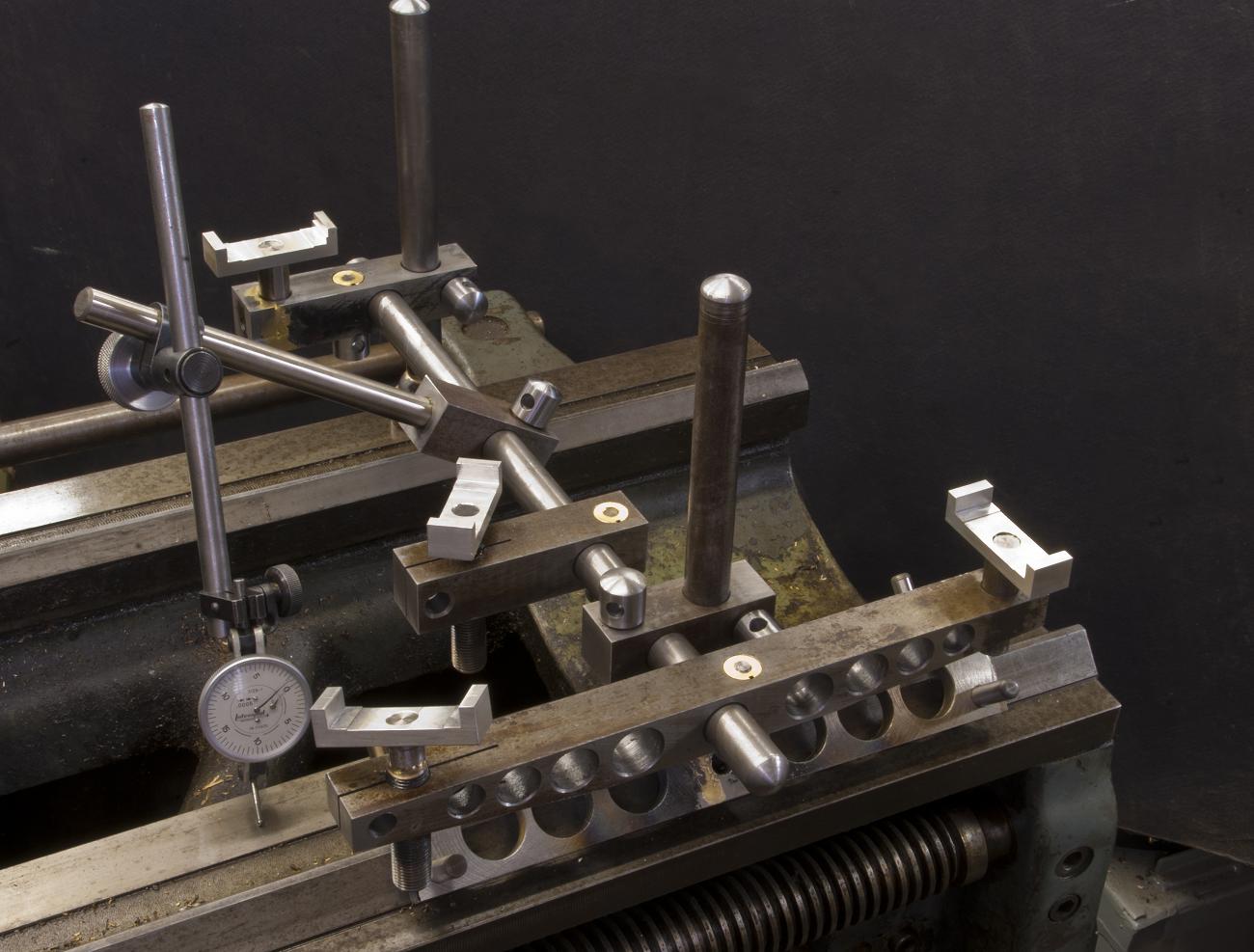
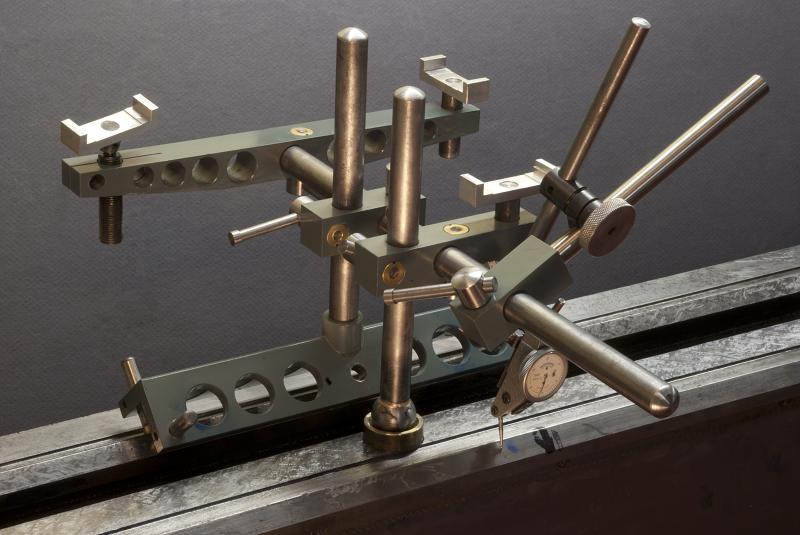
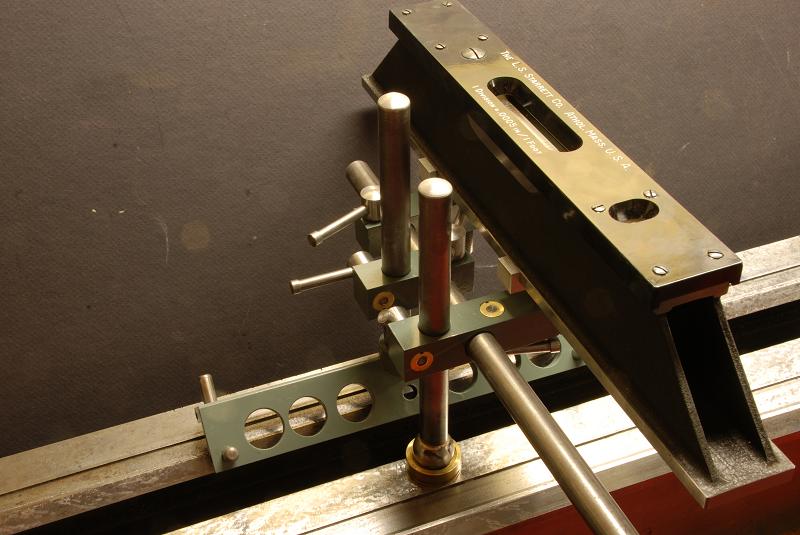
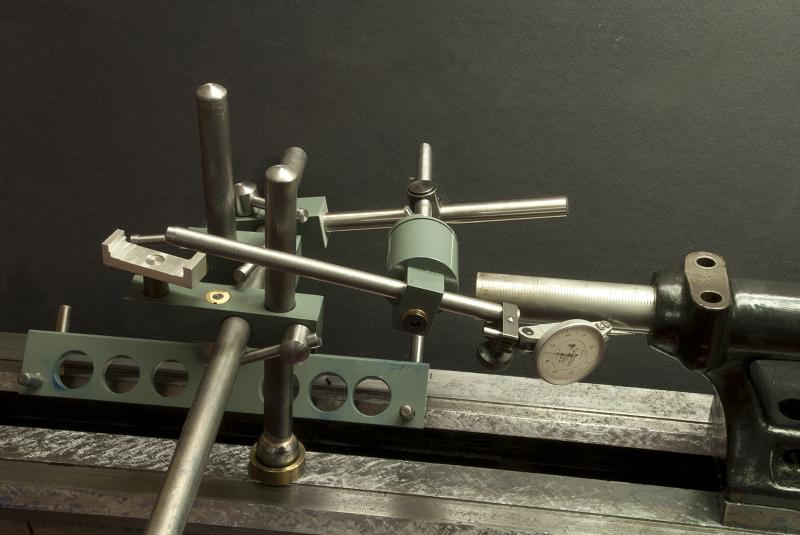
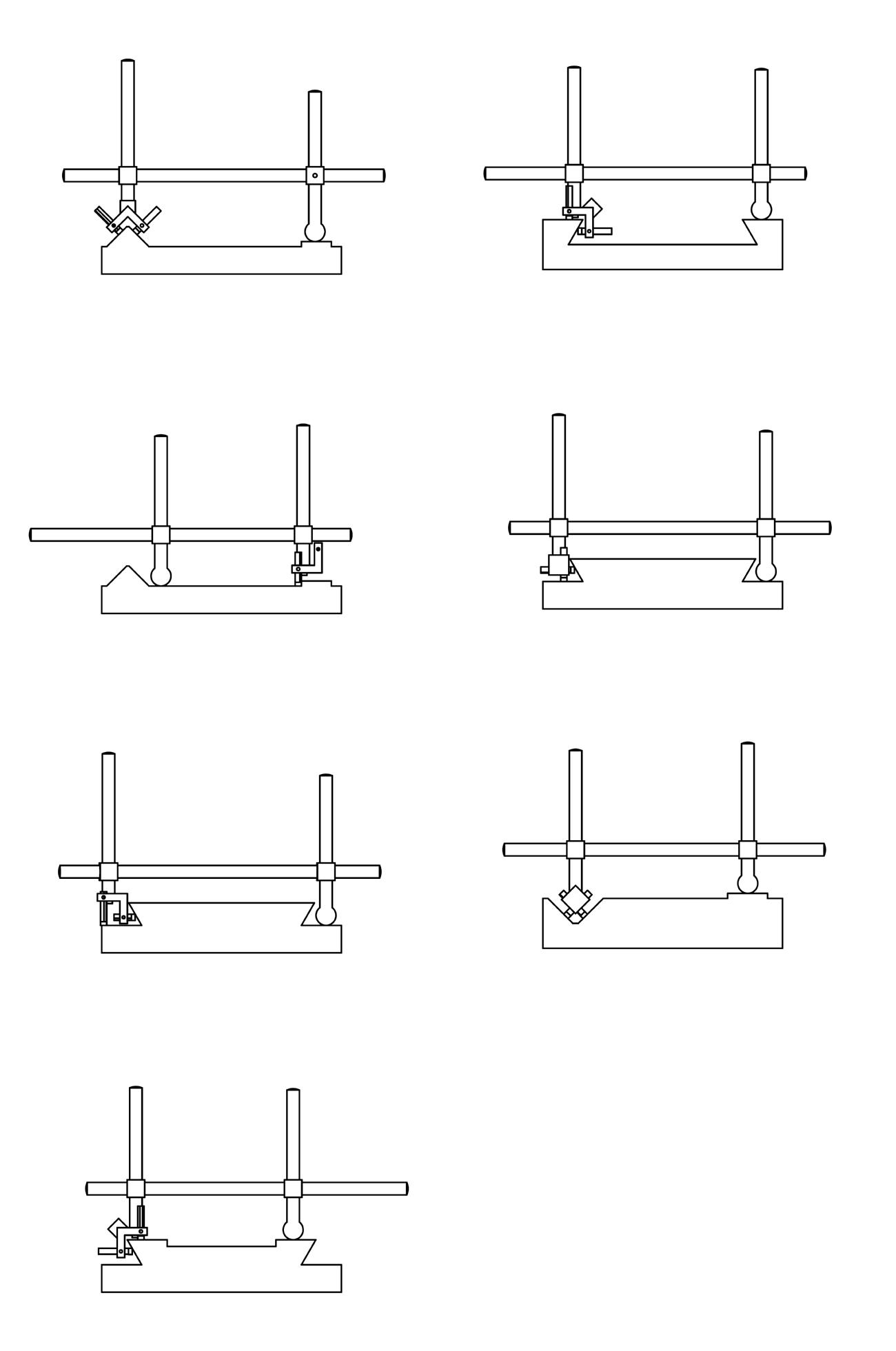
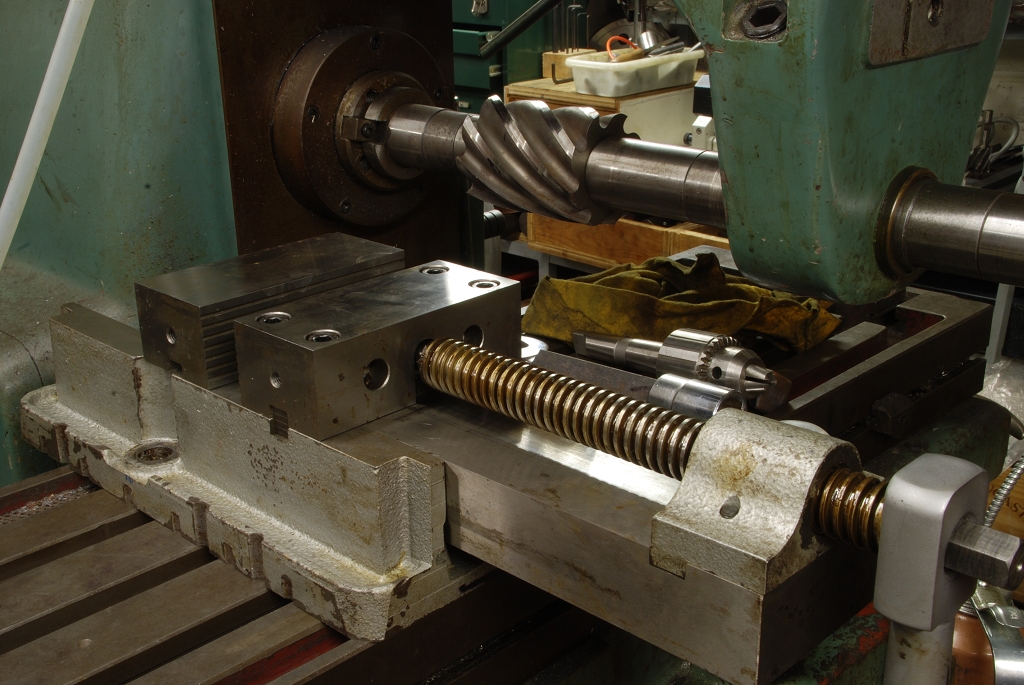
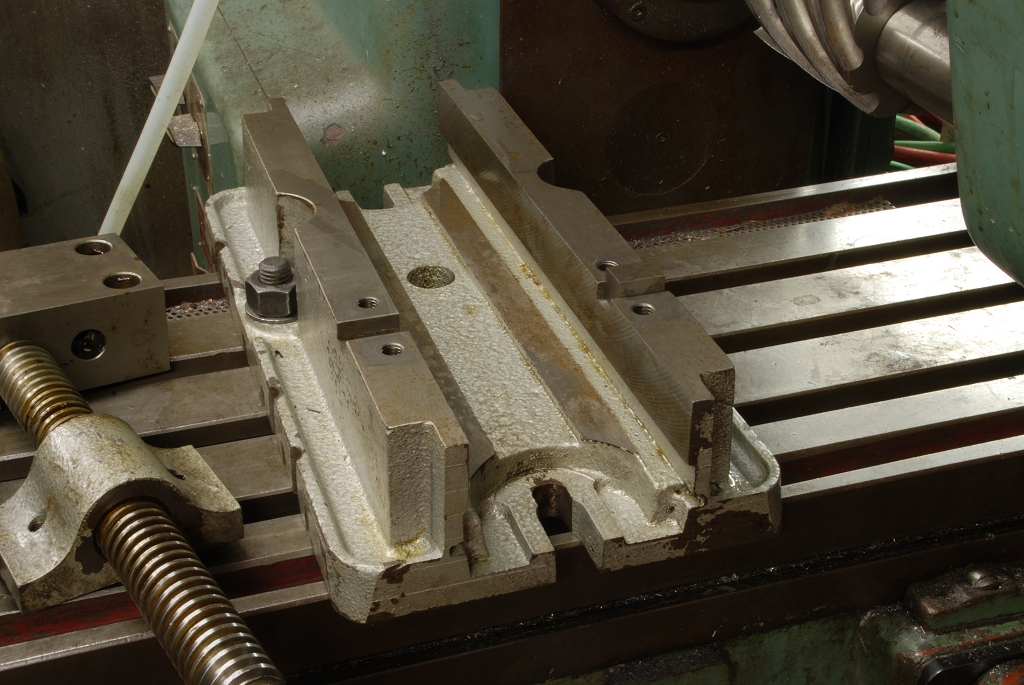
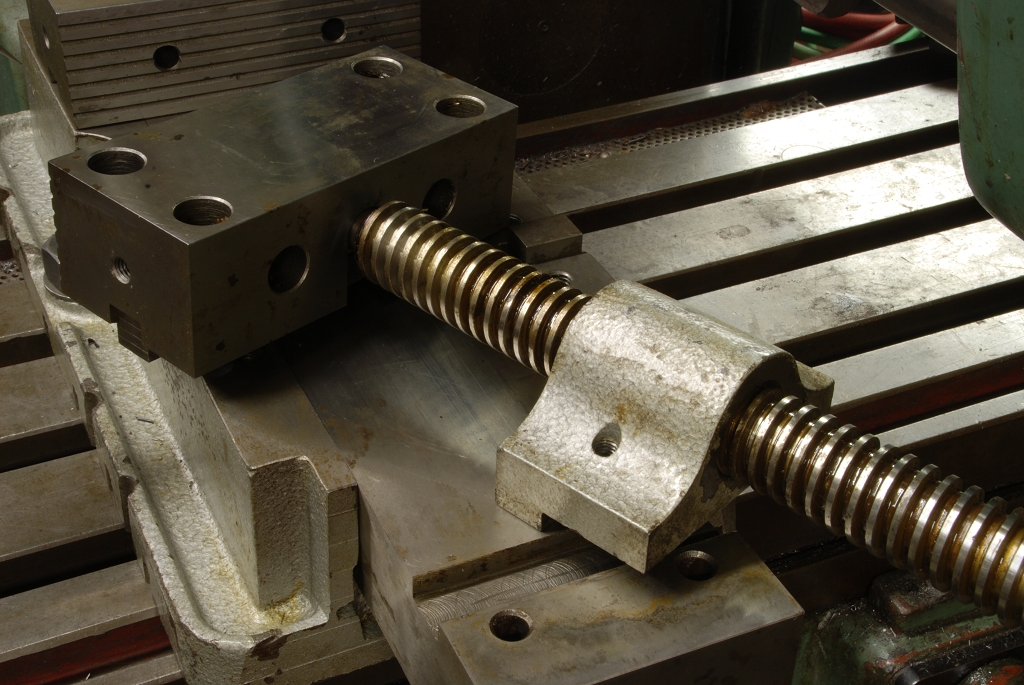
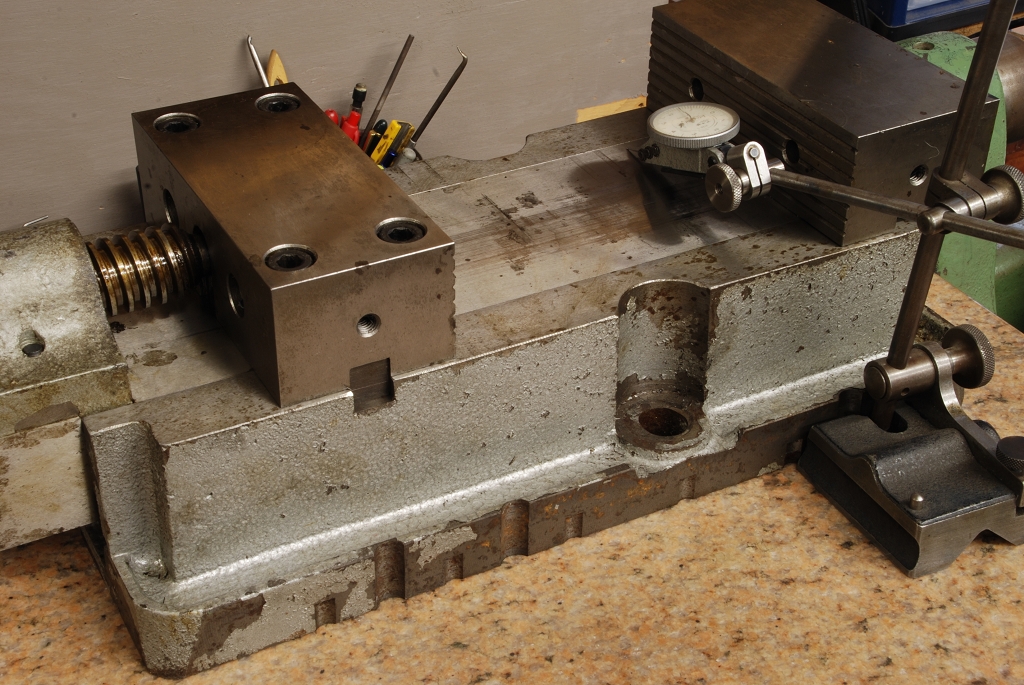
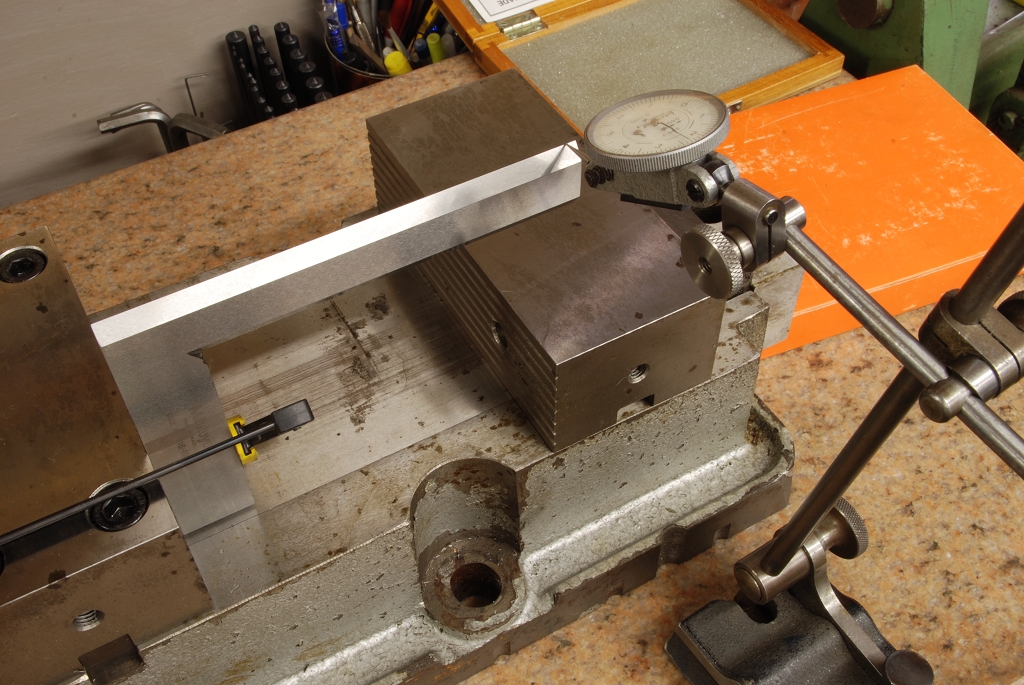
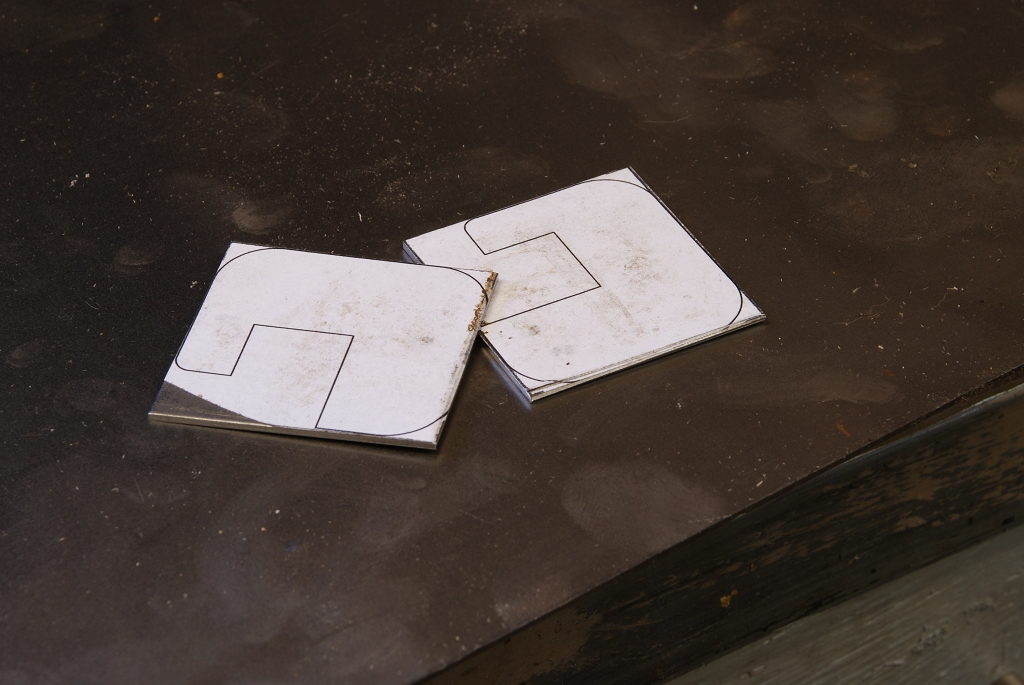
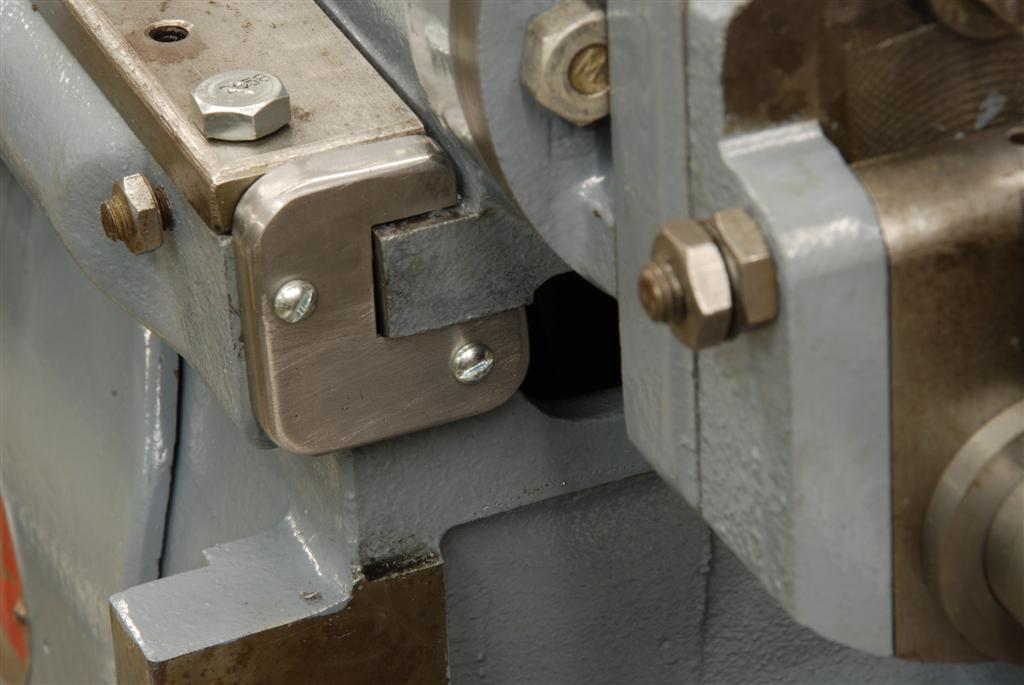
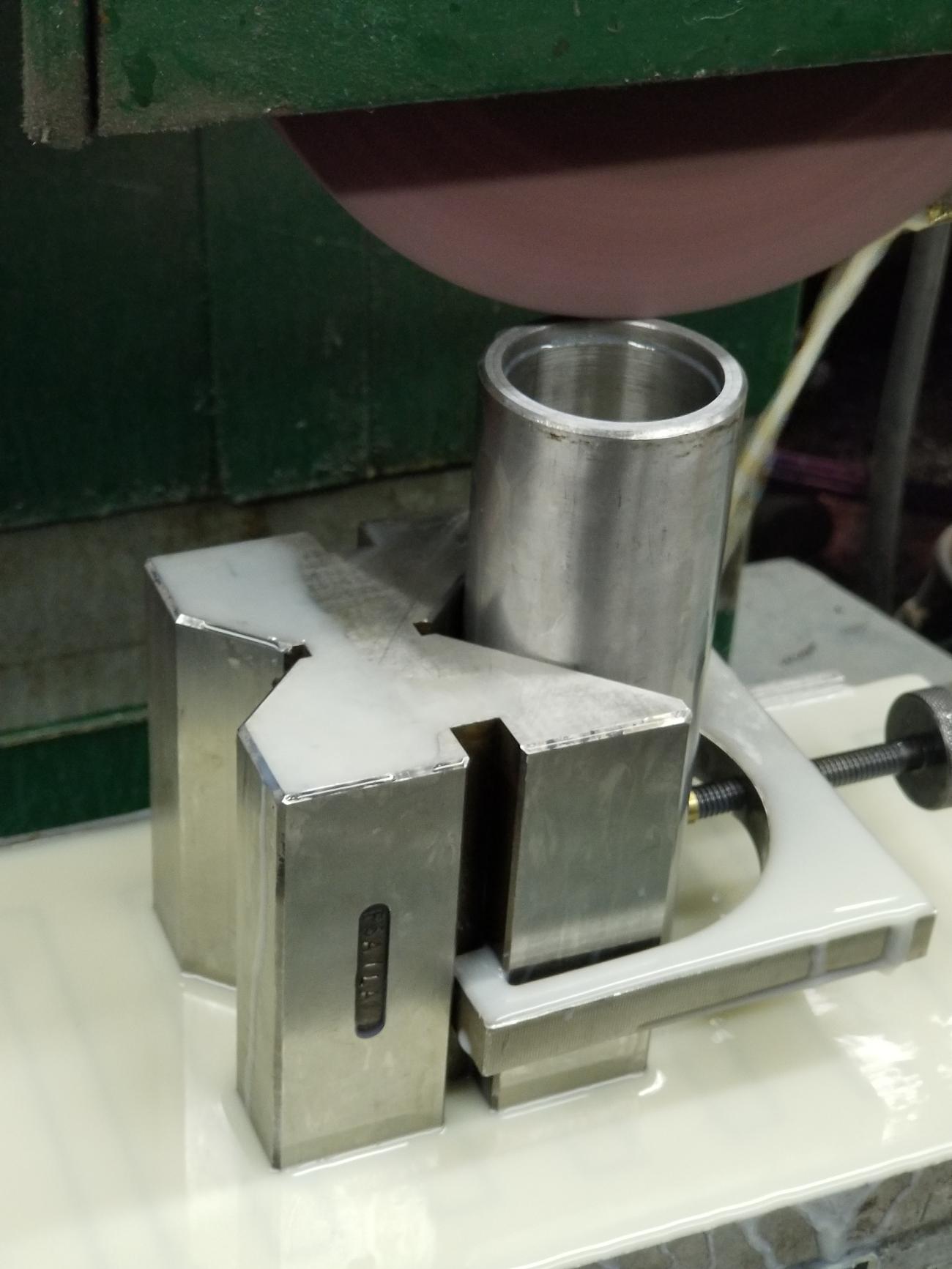
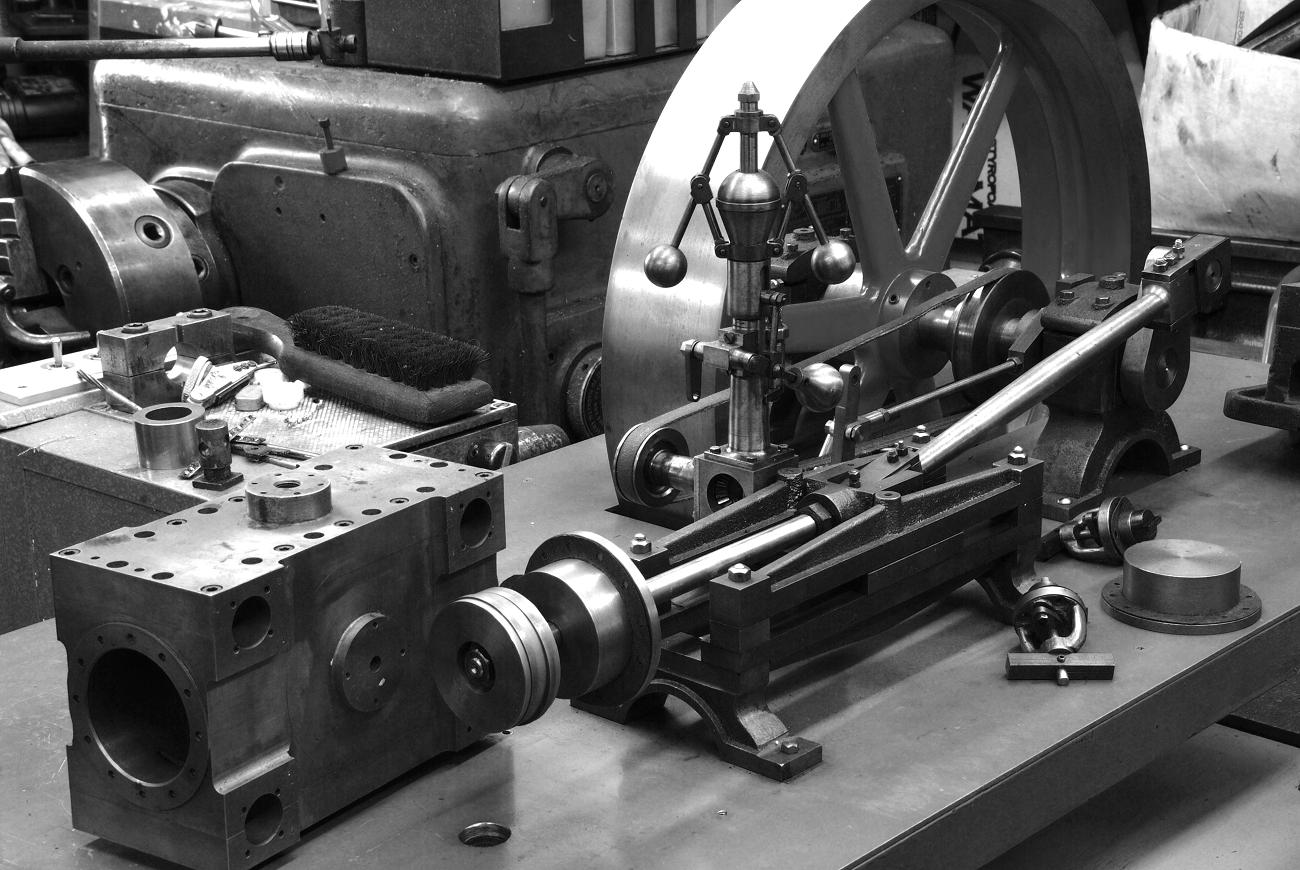
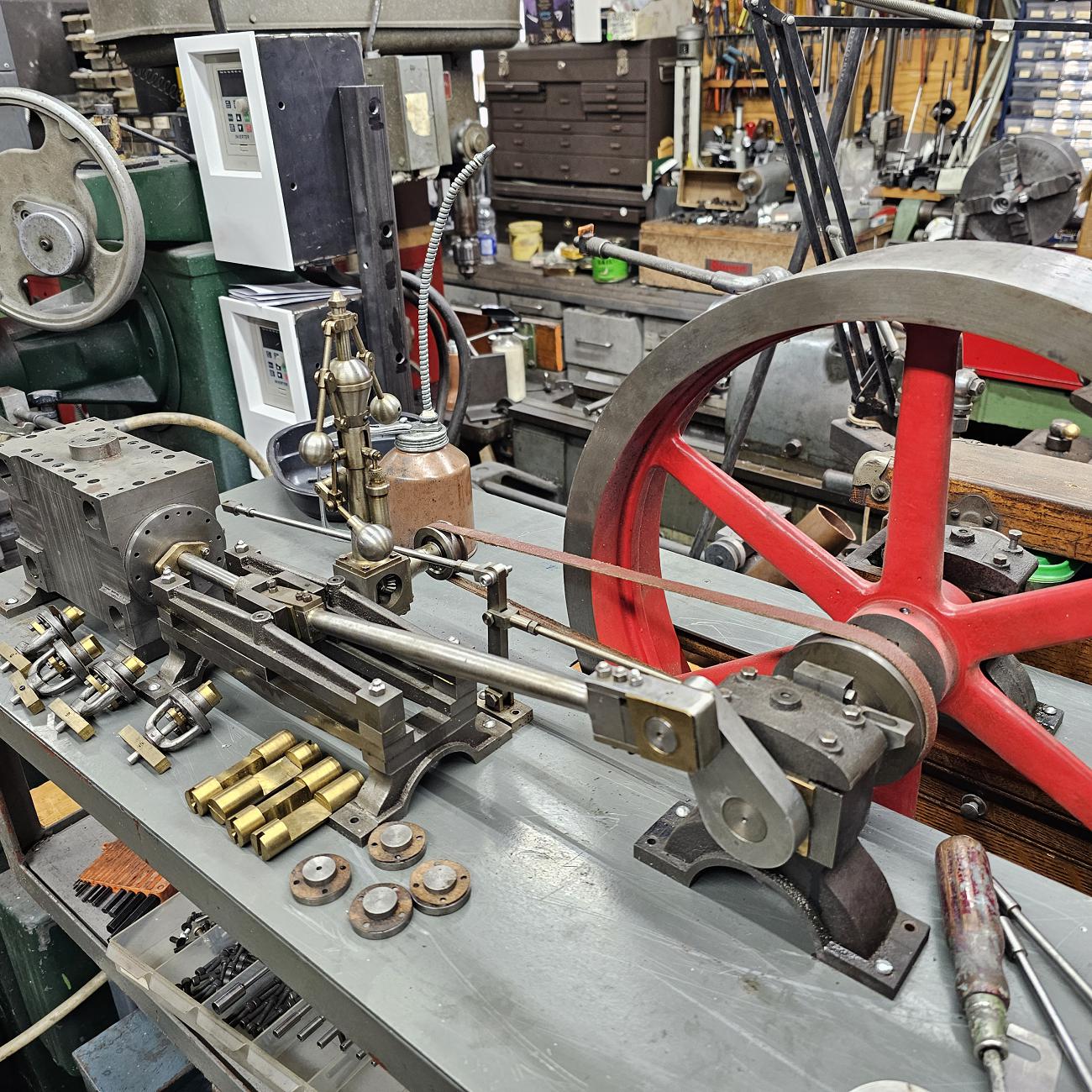
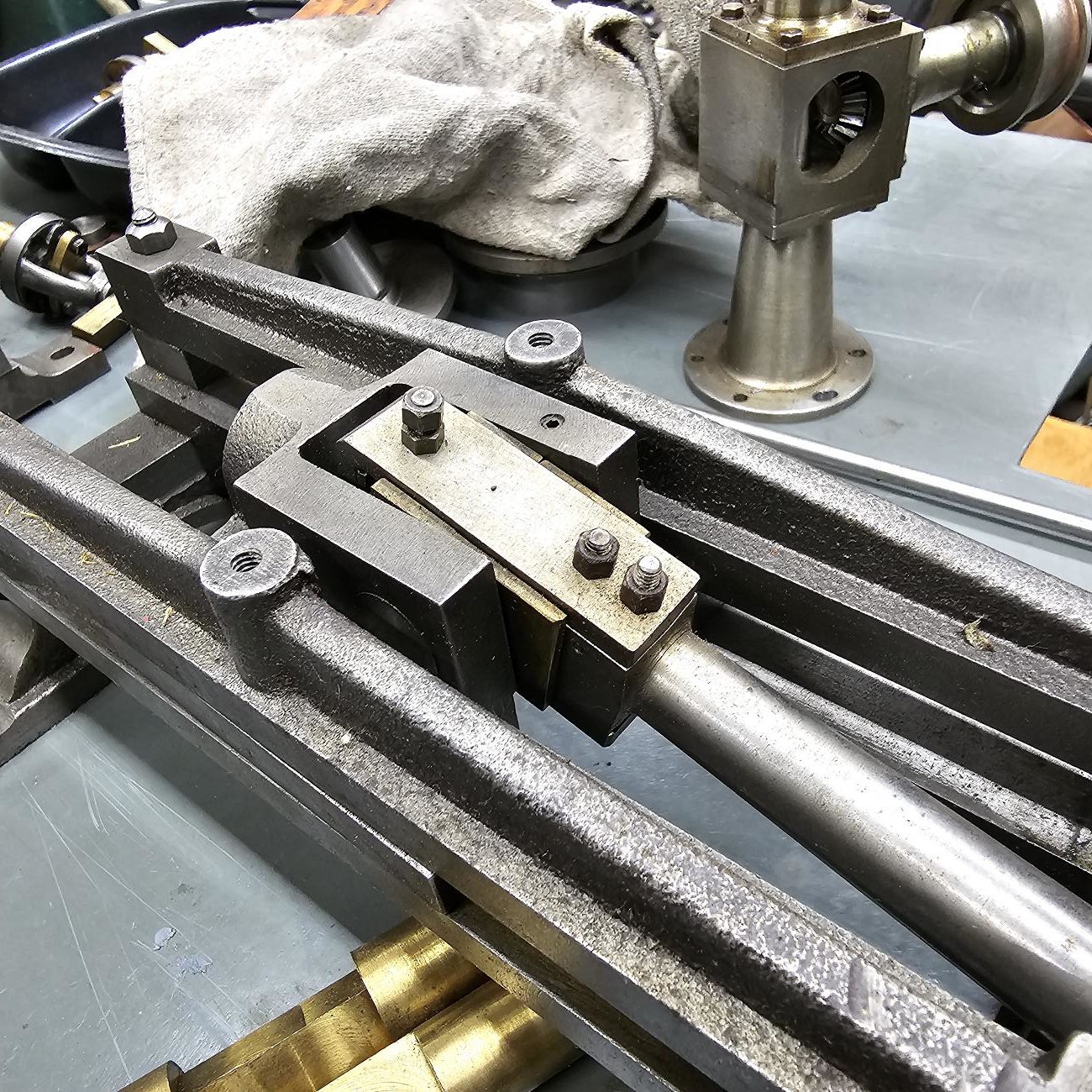
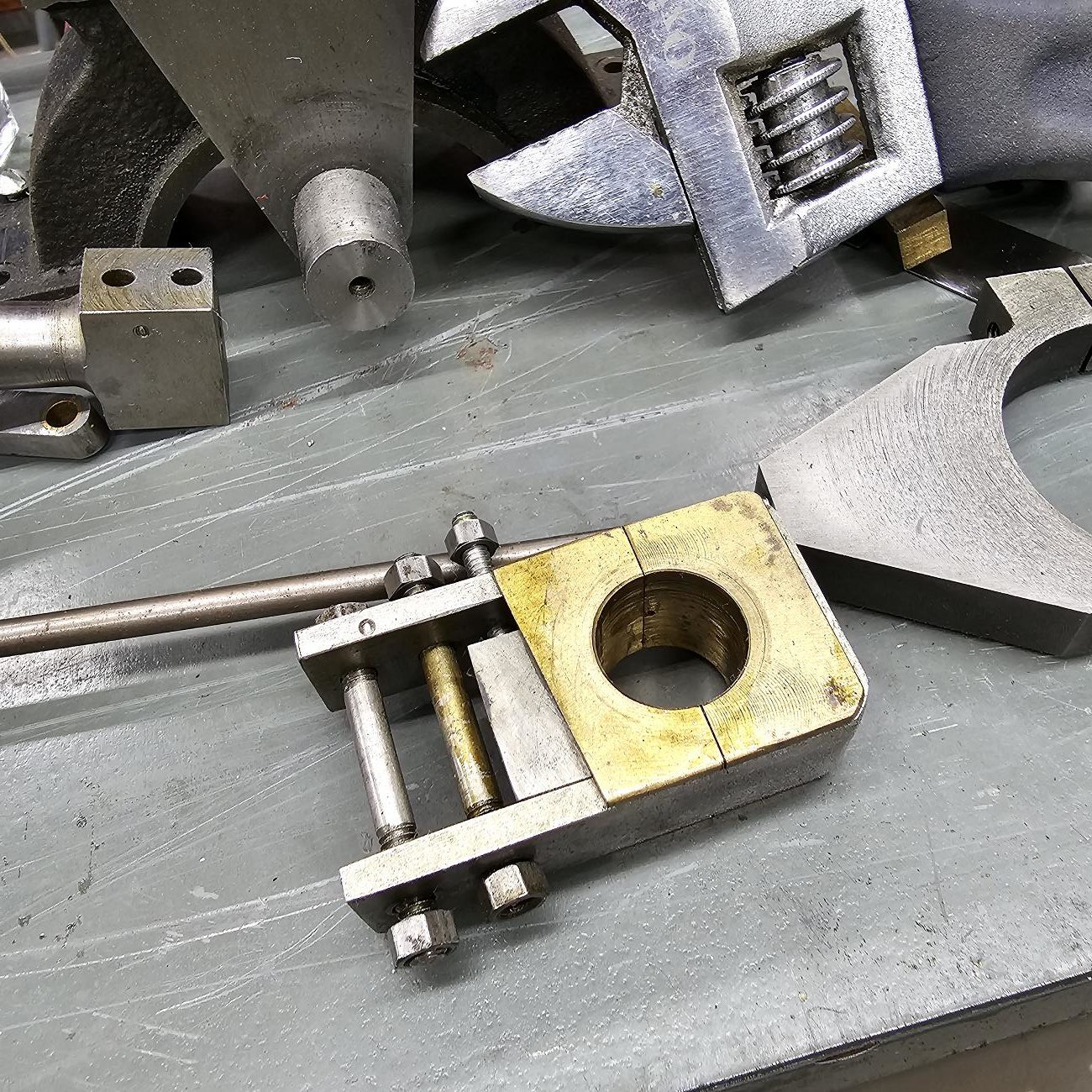
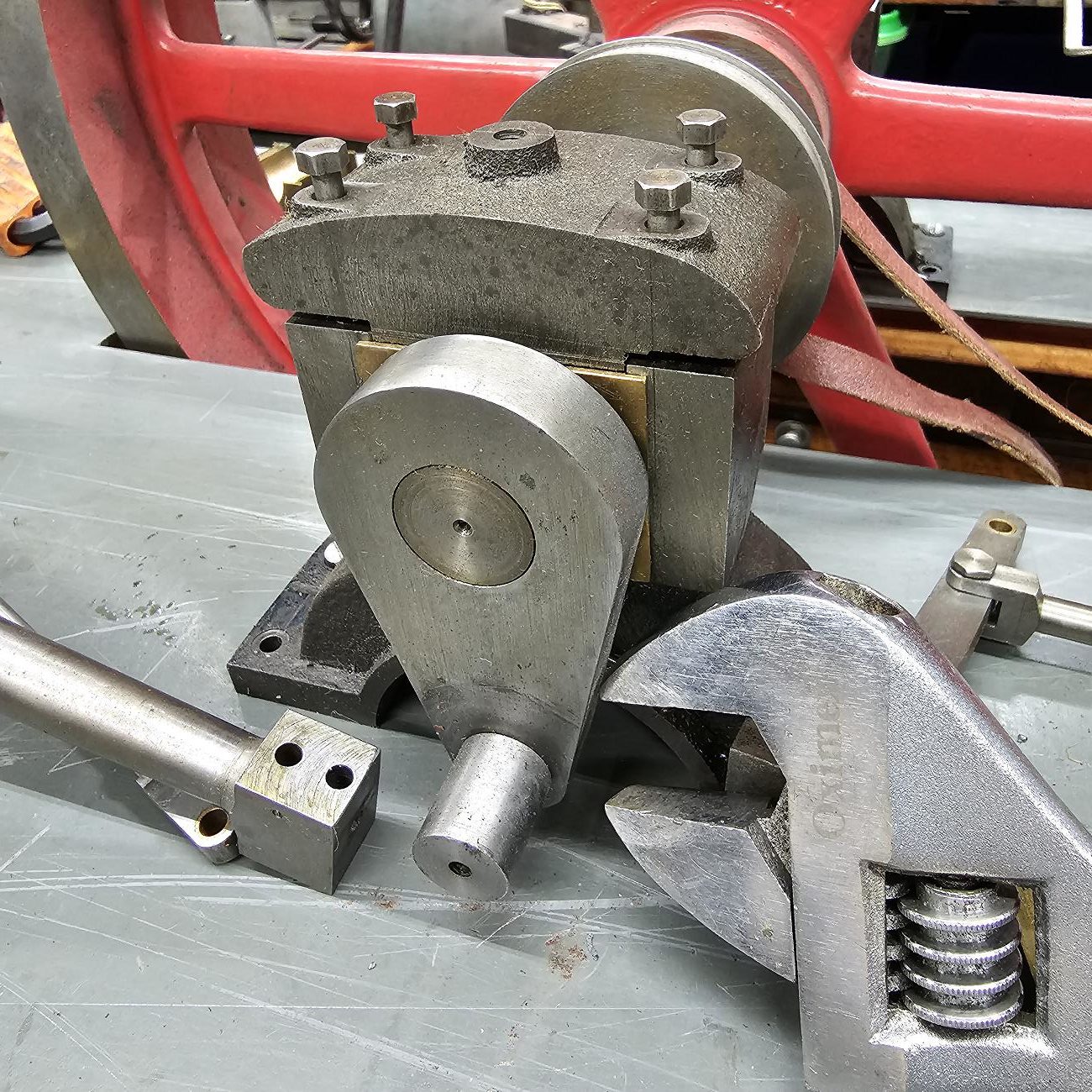
The photos fairly well sequence what I think is the “right” way to scrape a mill’s X/Y. Some don’t bother with the front of the table, however its part of workman like approach.