I had a very nice Burnerd Grip-Tru 3 jaw and a 4 jaw chucks that would be just perfect for the Habegger 102 lathe.
Being the 5C spindle, the thread mount was rather large; a 57.6mm x 3mm thread. Large anyway for the size of chuck it makes sense to install on this benchtop lathe
Its the shoulder and cylindrical part of the adapter that determines alignment, however we want to do a very good job on the threads as well so its smooth and close fitting
This lathe is worthy of the full court press for accuracy. I start by checking a mic with gauge blocks. At 58mm the mic read 3 microns to small.
Measuring the spindle, and accounting for the 3 microns, the spindle is 58.003 mm.
I decided to shoot for a 58.006 mm bore that would give 0.003mm clearance.
The measurement really is a bit superfluous; I don’t really care as I’m just going to use the mic as way to compare a dial bore gauge reading to the actual spindle.
The first job is to make an exact duplicate of the spindle. This is because internal threads are impossible to measure (or least are without a lot of fancy equipment I don’t have).
The black tape is so can I retract the too at the same spot – this is trick to have thread end neatly where I want it.
The thread was carefully measured with a thread mic – fortunately I had a 2-3″ one! That’s unlikely in most shops, the easy and inexpensive alternative is to just carefully use thread wires. Shoot for +.001″, -0.000 thread pitch diameter.
Make sure you turn the OD’s and thread at the same setup!
This is a metric 3mm thread on an imperial lathe which means the half nuts stay engaged. The lathe fortunately has a clutch; these sort of ops would be trickier if you couldn’t easily disengage and reverse when needed
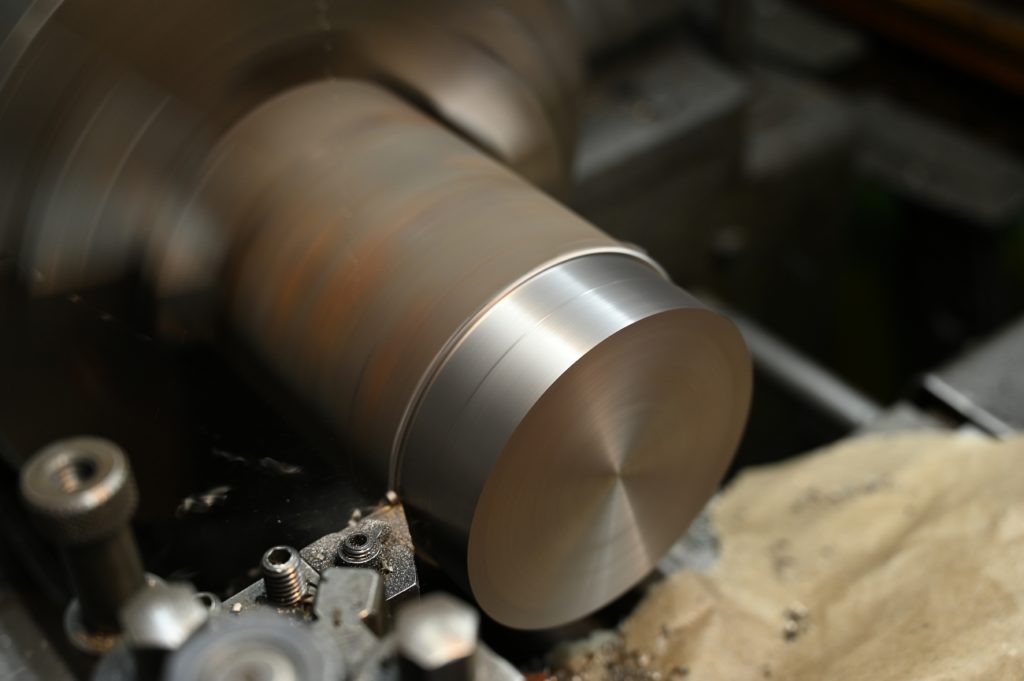
I started on the four jaw and roughed out a piece of Durabar, 3.5″ diameter if I recall
The part is then set up in the four jaw. It is crucial that the face, thread and all ID surfaces are done at this one setting
.
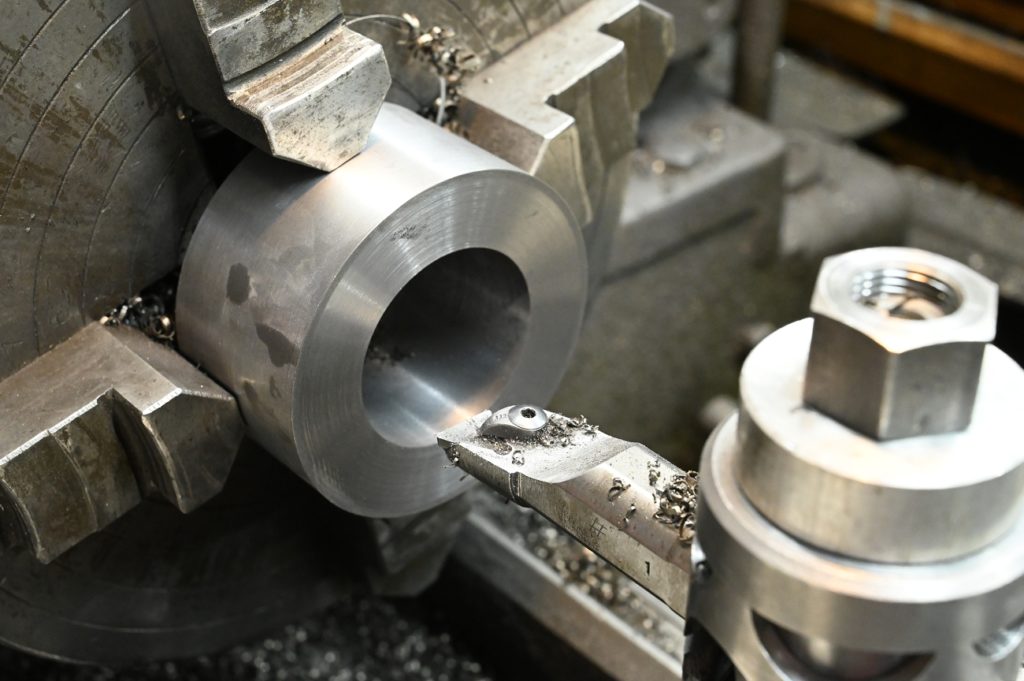
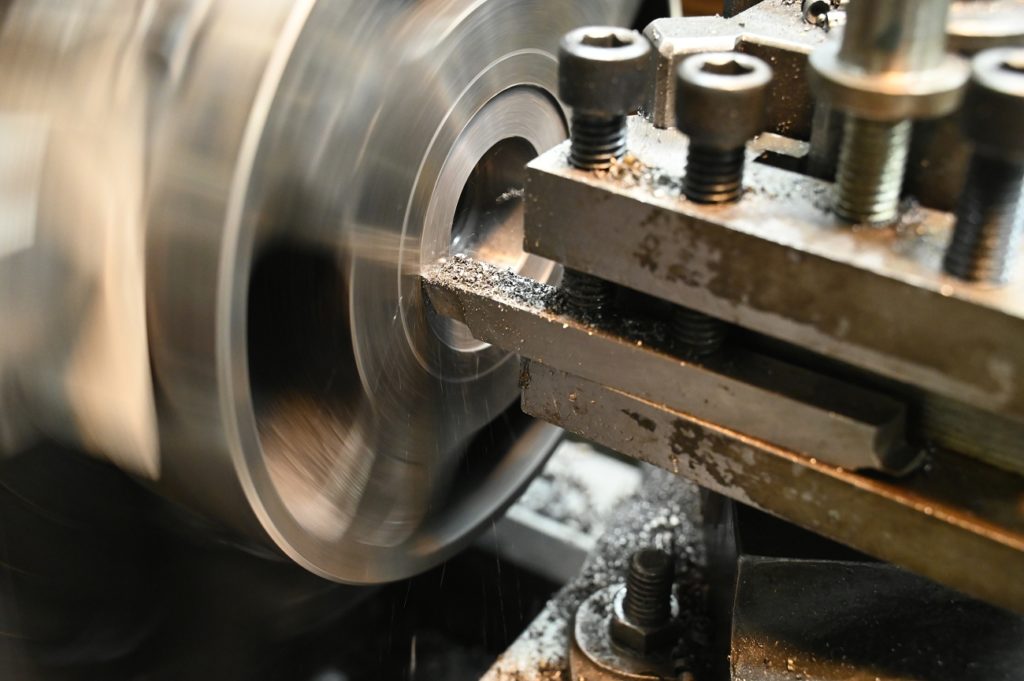
I started threading with a carbine Criterion boring bar. Mistake. Granted the bar was too light, however there is very little advantage in running carbide on a slow cut and its prone to chipping at slow speeds with a broad faced cut such as you get with a coarse thread. I smarten up and ditched the Criterion inserts after two chipped.
.
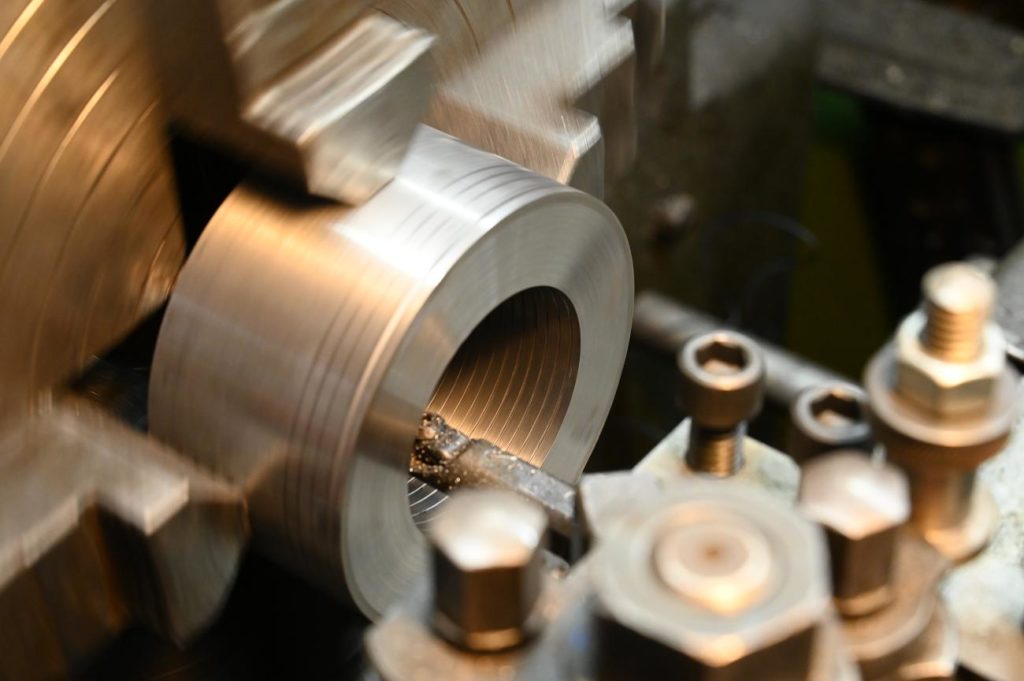
Switching to a properly ground HSS tool worked perfectly.
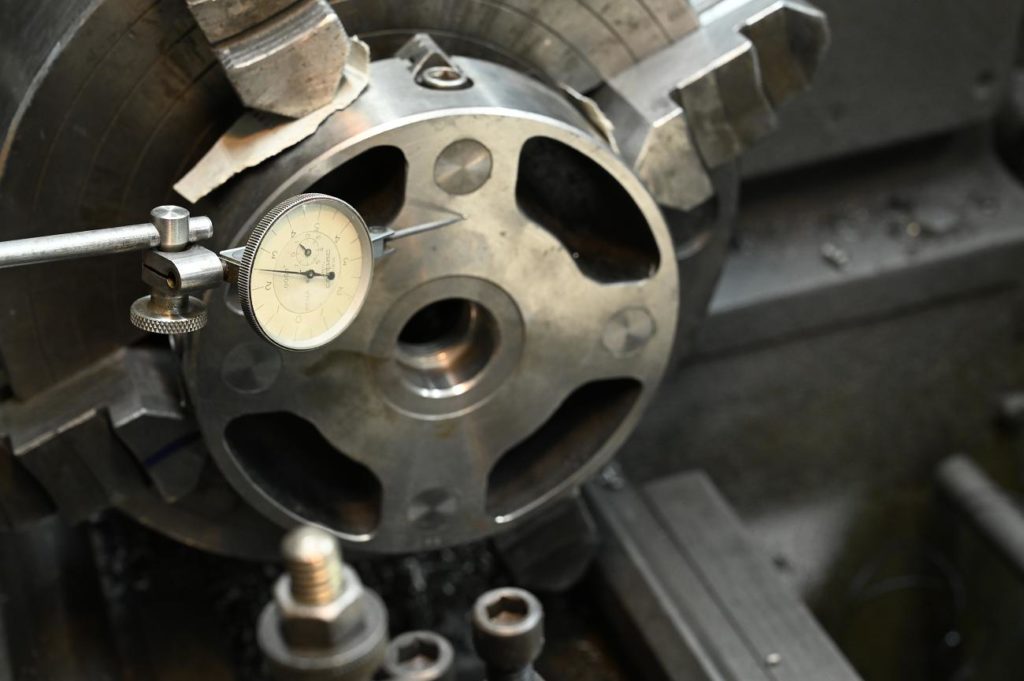
After completing the thread, I counterbored the part to fit the spindle. This is accurate work done with a micron dial bore gauge compared to a mic set at the spindle’s OD.
.
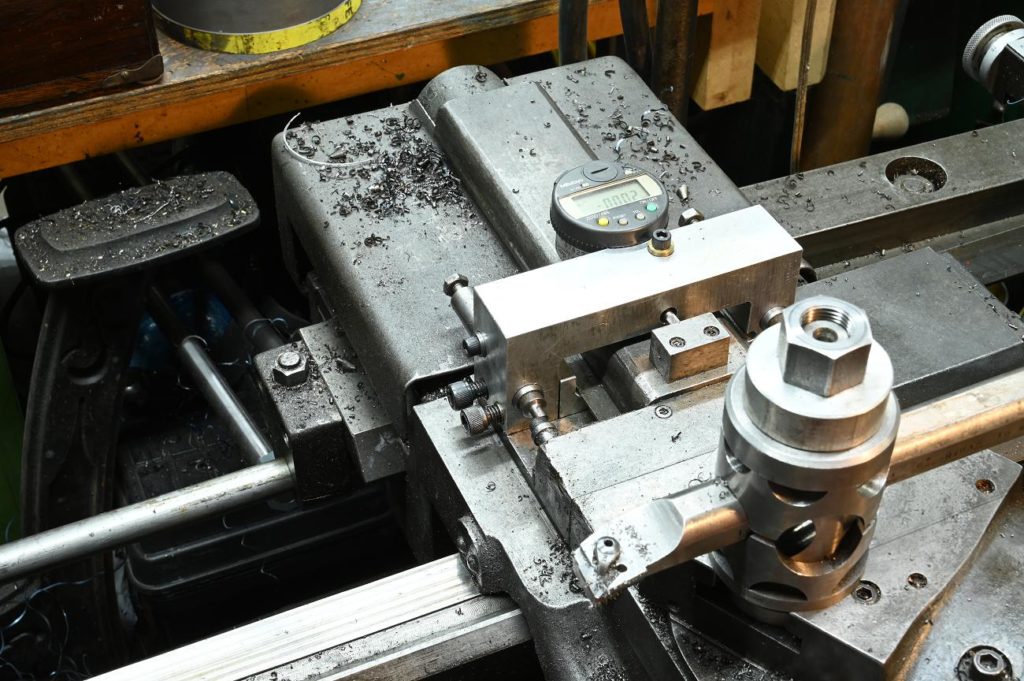
For really demand work, I attached a digital indicator the cross slide. Being digital, It allows tenths and micron resolution and being able choose the units is really handy
The ID work finished and is a perfect fit on the gauge I made
.
The Burnerd four jaw had a threaded mount already as was made for a specific lathe. As a result it lacked a registration shoulder. I set it up in the four jaw and carefully indicated the back face and OD.
Creating a register
.
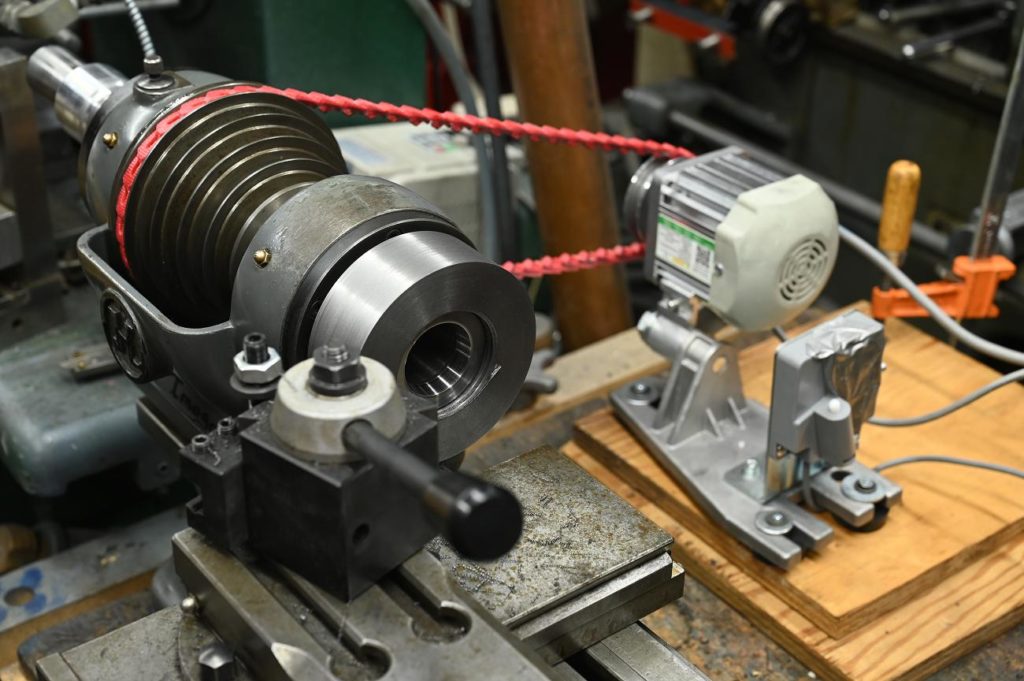
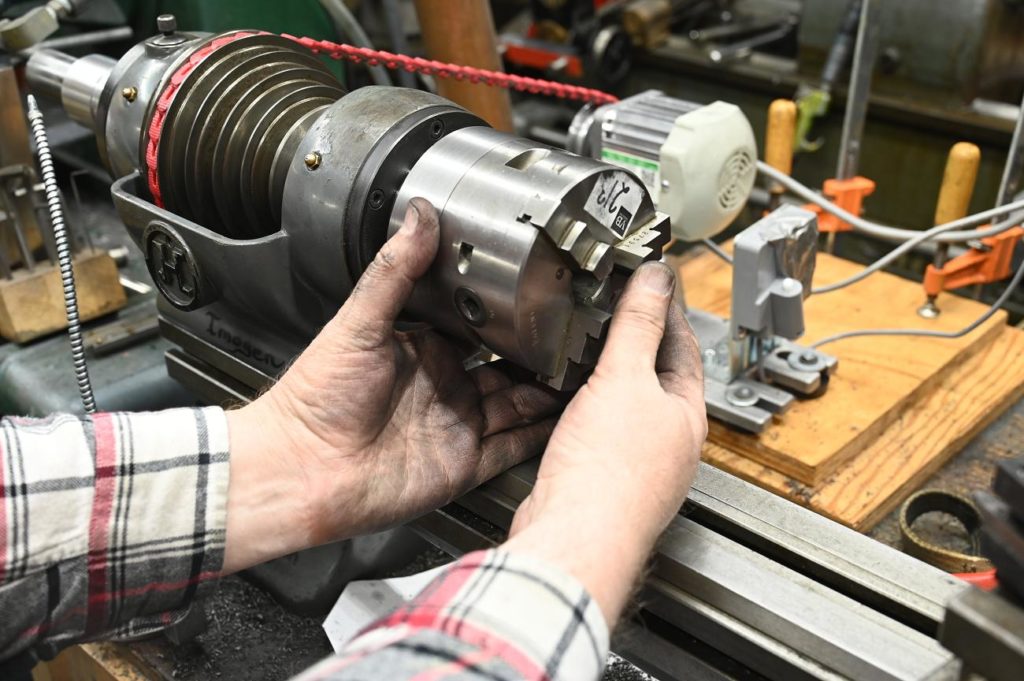
A perfect fit on the spindle, the back plate is mount on the Habegger. I rigged a little consew motor for the next bit…not the permanent solution for this lathe.
The ID cleaned up and a shoulder is carefully turned to fit the chuck’s register
.
Next I need some holes!
The backing plate is indicated into alignment with the spindle in the mill
.
Stap clamps hold the four jaw in place …..
….while four holes are drilled, tap drill size
.
Clearance holes and counter boring is done in the drill press.
Note the safety fence. Where I can do so safely, I let work float on the drill press table; it’s faster and more accurate that way. I always use a fence which will stop a work piece if something grabs
The plate was left in the vise and the 4 blind holes (5/16 18) were semi power taped. Meaning I started them as a power tap and finished them on the bench
A final step was to skim the face as drill can raise burrs, and the plate is done
.
Success!
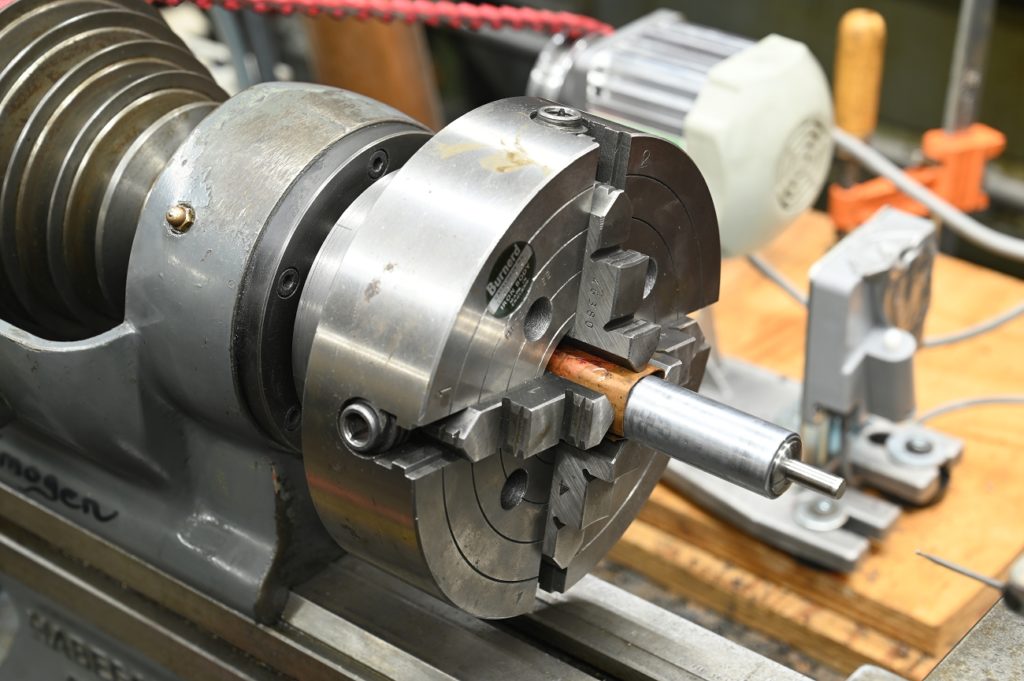
Next up, its the three jaw. The mounting and register were already present on this chuck, and as the holes were on the outside of the chuck, I used a larger 4.25″ piece of durabar
As most of the machining is repetitious to that doe for the four jaw, I’ve skipped forward to having the back plate ID work completed and the chuck mounted on the spindle.
.
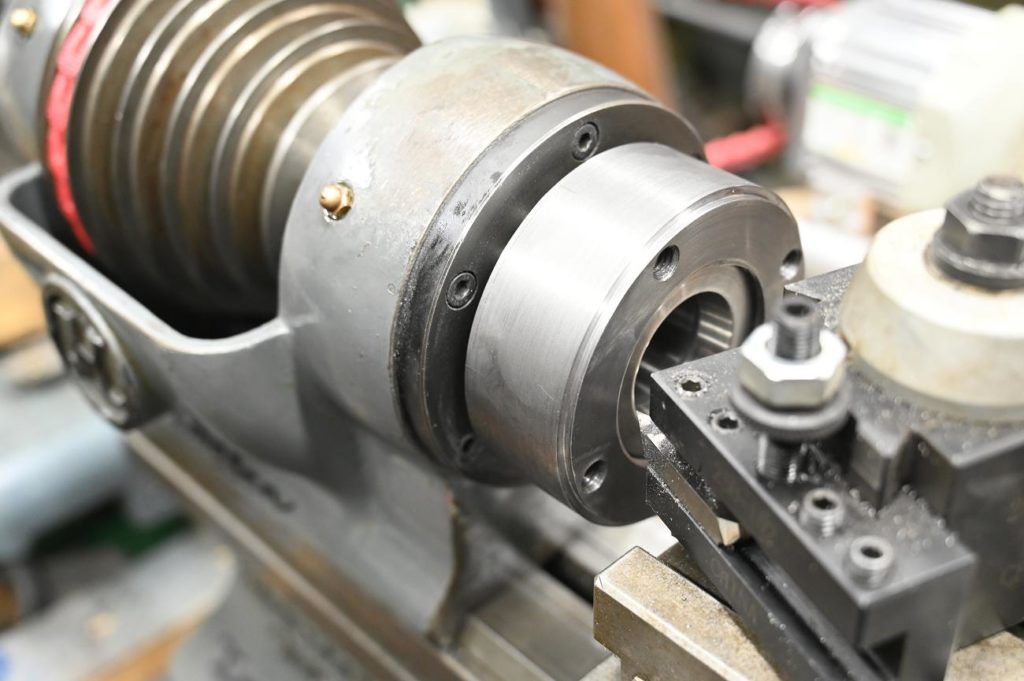
The shoulder is carefully turned
Everything is a good fit. The chuck/plate assembly seems long, but the back of the chuck is about a millimetre in-front of the end of the spindle so i couldn’t be any shorter
.
As the chuck has threaded holes for mounting bolts, transfer screws are used to locate the holes for the plate.
I put the lightest of loads on the transfer screws so they will out last me, then pick up their location first with a prick punch then a centre punch. This is best way to to ready a location for drilling
.
Drilling out the clearance holes.
Beginners sometimes question the need for a drill press if they have a mill. For jobs like thist, I can’t imagine how it would be much fun getting by without a drill press.
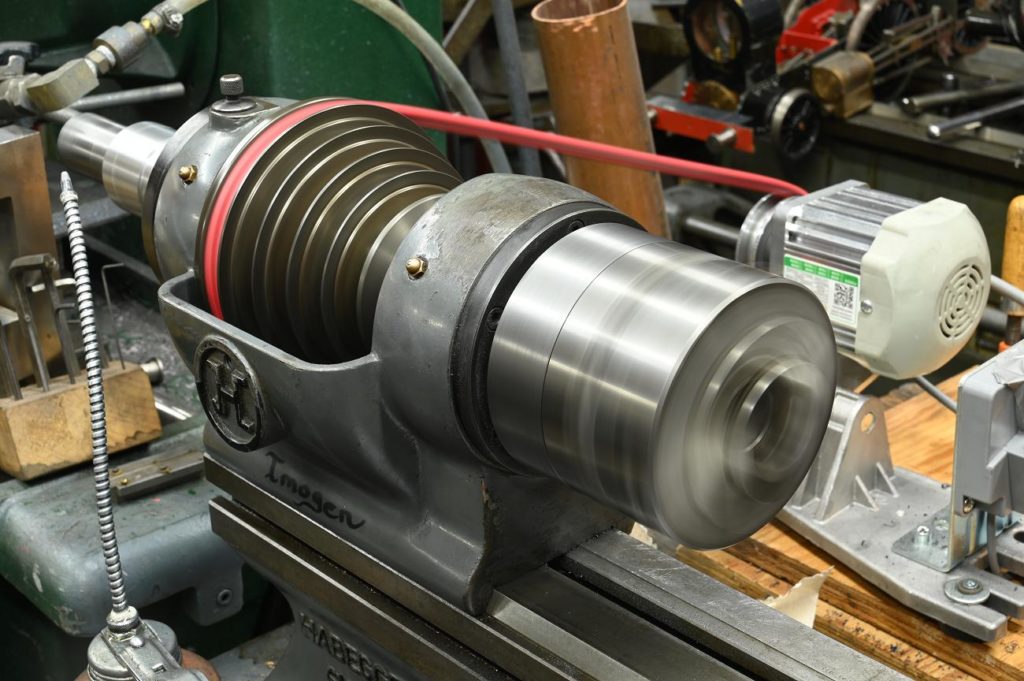
Very happy with a great fit. I love working with good quality cast iron, but your hands will get dirty!
.
Everything looks good! The little consew motor, while they pack a punch, is temporary.